「從二年前林老師蒞廠輔導以來,尤其最近的一年,對於自己工廠管理能力的"大躍進"感到特別的驚訝!」藍課內心有感而發地述說。
「喔~你可以具體表達"大躍進"的意思嗎?」林老師提出質疑。
「意思就是"提升工廠整體的產能對我而言,已經毫無困難、輕而易舉了!"。」 藍課露出自信滿滿的表情回答。
「這麼有把握啊?可以舉例最近一年的實際活動過程嗎?誰知道你是不是在吹牛呢!」林老師故意語帶懷疑地反問。
一、每一次的TOC實踐都有不同的感受,表示自己又進步了
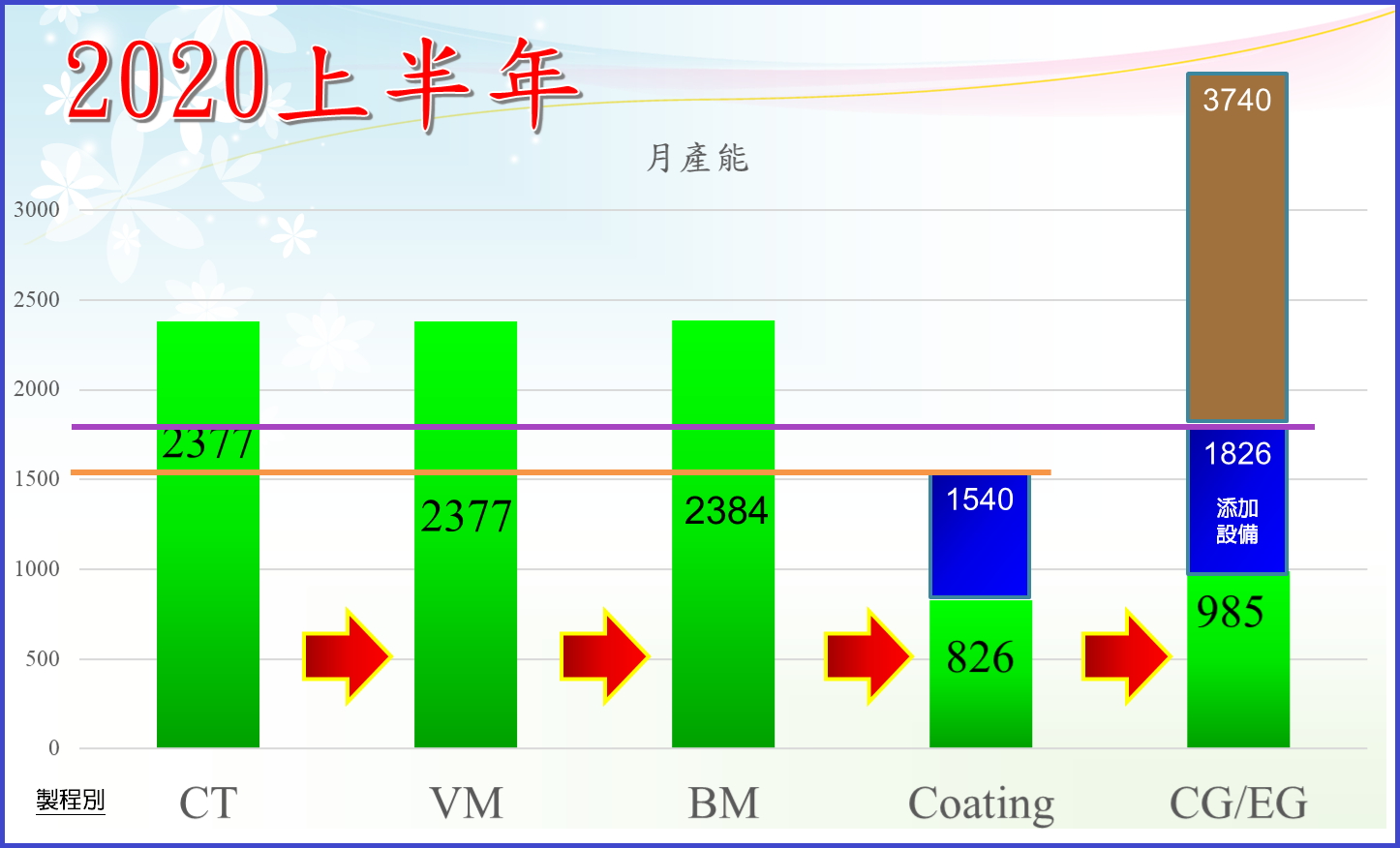
藍課氣定神閒,看似早有準備,打開電腦,展示一張投影片(如下圖所示)之後說:
「這是經過2019這一年在BM以及Coating製程的TOC活動(註一、),加上CG/EG年度計畫增購一台設備的產能狀況,而今年2020年初預估經由Coating製程處理的產品需求已經足夠,反倒是CG/EG要處理的產品需求數量比1826件(數字如下圖藍底白字)超出許多。」
 01
01註一、部分參考"看目標學工廠管理不能沒道理"之第15篇
「所以今年初你將CG/EG製程視為瓶頸?」林老師又提問。
「是的,而且我們從之前BM以及Coating製程所學習到的TOC活動經驗,該有的行動措施早已準備好應用在CG/EG製程了。」 藍課興奮地說。
「結果呢?」林老師面帶期待地問。
「結果計畫趕不上變化,被一場疫情給打敗了,訂單比預估的數量少,讓英雄毫無用武之地,空等了四個多月,無需採用充分利用"TOC瓶頸三種浪費",或是"提升瓶頸的二個方法"。」 藍課語帶失望地回答。
「後來呢?第五個月終於有足夠的訂單了吧?」林老師略帶期待地問。
「哈!仍然不足夠,還得依賴上級長官拼命要求母廠移轉一些多餘的訂單過來呢!我們把握僅有的一周是供料充足之下,創造前所未有的產出水準。」
藍課一邊說一邊展示投影片(如下圖所示)。
 02
02「哇!提升279%,太強了吧!這應該有包含添購新設備的效應吧?」林老師提出疑問,畢竟TOC的精神講求將"現有資源"創造公司最大利益。
「是的!扣掉新設備的貢獻應該只提升了100%,月產能可以從1826提升至3740。」 藍課一邊打開以下投影片(如下圖所示)一邊解釋。
 03
03「能夠提升100%也夠驚人了,你到底做了什麼驚人的行動?」林老師明知故問。
「沒有什麼特別!【目標】怎麼寫我們照著做就是了,我們充分利用了"TOC瓶頸三種浪費",另外也應用了"提升瓶頸的二個方法"!」 藍課平穩地回答。
「具體的做法呢?」林老師繼續問。
「先是確保三台CG/EG設備用餐以及休息時間不能停機,原本二人三機,我調動非瓶頸製程的人過來實現三人三機,另外也發現具備操作CG/EG的人不足以輪流用餐休息,只好調人訓練多能工。總而言之,光"用餐休息不停機"這一項就得大費周章地重整人力,還好去年二個製程的成功經驗讓所有員工的工作心態改變了,今年的CG/EG的改變就輕鬆許多了。」藍課一邊回憶一邊答。
「這一項的"用餐休息不停機"措施,改善效果大不大?」林老師再問,
「其實1.5小時的"用餐休息"時間只佔正常工作時間8小時的20%不到,效果雖大,更驚人的改善成效卻來自於"現場文化的改變"之後,竟然連"正常工作時間內的停機"也莫名其妙地消失不見了。」藍課肯定地回答。
「過去輔導過的工廠確實也是如此!然而【目標】書中內容並未提及這部份的巨大貢獻。」林老師補充說明,
「這幾次的TOC活動之所以能夠達成跳躍式的績效成長,都來自於現場人員"隨時關注瓶頸"以及"瓶頸絕對不能停"的行為改變,整個現場的文化都不一樣了!」藍課繼續補充回答。
「太棒了!原來"用餐休息不停機"的措施也能夠觸動"現場文化的改變"!」林老師讚許地說。
「是的,實在料想不到!另外CG/EG會處理前加工製程所留下來"毛邊",現在由前製程自己去除毛邊了,不能將其流到CG/EG瓶頸。」藍課繼續補充說。
「很好!TOC瓶頸的第二種浪費:處理不良品。」林老師呼應地說。
「是的!至於TOC第三種"不需要處理的浪費"我們沒有發現,所以沒有這方面的措施。」藍課說。
「是嗎?我記得三台設備必須個別加工產品的"長軸端"以及"短軸端",二軸都加工才算完成,不是嗎?」林老師提示。
「對喔~為了避免"長、短軸端"轉換模座的時間浪費,三台拼命做自己想做的,不是造成等待長軸加工太多,要不等待短軸加工的一大堆,結果"完成品"少的可憐。這種一直在生產"不需要的半成品"的情況,完全體現TOC第三種"瓶頸不需要處理的浪費"!」藍課恍然大悟地回答。
「你採用了什麼做法?」林老師提問。
「先指派一台專心加工長軸,一台專心加工短長軸,第三台設備則負責"踩剎車",專注於調節半成品的水位,任何一方的半成品到達低水位或者高水位,那麼就轉換加工另一方。」藍課回答。
「非常棒的充分利用TOC第三種"不需要處理的浪費"。」林老師稱讚語氣說。
「至於"提升瓶頸的二個方法",我們讓前製程"多裁切"一點尺寸,瓶頸的加工時間就減少許多。」藍課恍然大悟地回答。
「非常好!前製程"分攤"瓶頸的工作,這是提升瓶頸的二個方法之一。還有另一個方法呢?」林老師繼續以稱讚語氣說。
「另一個方法"只處理對『今天』的有效產出有所貢獻的零件",老實說,不是很清楚,生管人員排程出來我就全力生產了。」藍課回答。
「其實『今天』只是一種概念而已,『今天』也可以變成"二個小時內",例如,你設定二台瓶頸設備不停機,僅專注於"加工"而不轉換,此時第三台設備即刻變身為"非瓶頸",被限制只加工另外二台瓶頸設備二小時內所需要的半產品,超過的半成品數量就協同一起加工完成品。可以想像這種情境嗎?」林老師補充說明。
「原來"限制投單"的概念隨時隨地皆可用,看來我的TOC基本功仍嫌不足。」藍課回答。
「若誠心承認自己的不足,不妨重讀【目標】,如果每重讀一遍都有不同的感受,表示你過去這一段期間的TOC學習又進步了。」林老師語帶鼓勵地說。
二、非瓶頸的改善也是TOC的活動內容
「2020下半年的瓶頸又回到Coating製程了!」藍課指著前一張投影片(如下圖所示)說。
 04
04「去年你們在Coating的TOC活動不是已經充分利用了"TOC瓶頸三種浪費",以及應用"提升瓶頸的二個方法"了嗎?既然當時的月產能水準已經來到1540,現在還能夠變出其他名堂嗎?」林老師笑著問。
「其實Coating早已不是瓶頸了,因為需要經過Coating處理的訂單一直都不足。」藍課回答。
「喔~那麼平常Coating是如何進行的TOC活動呢?」林老師繼續問。
「我們所有製程人員,包括Coating製程早已經熟捻"TOC瓶頸三種浪費"的做法,只要沒有緊急狀況發生,他們就不必啟動輪流用餐休息,一旦要"趕工"就自動自發不必主管交辦,自己就採取輪流用餐休息的行動了。」藍課答,
「非常好!深植TOC文化了!難怪你覺得自己工廠管理的能力變強了。」林老師讚許地說。
「是的!」藍課驕傲地回答,
「所以這幾個月Coating還有進行TOC的活動嗎?」林老師繼續問。
「有!不過是以"非瓶頸"的角度做"持續改善",我們增加了Coating製程的備用產能!」藍課一邊說一邊打出以下的投影片(如下圖紅底白字所示1683)。
 05
05「喔~不過看起來對月產出量貢獻不到10%?」林老師提出疑問。
「是的!重要的是每一週定期更換化學槽藥水的時間縮短非常多,從6小時減少至2小時,我們改用"電動"取代人工作業。」藍課一邊說一邊打出以下的投影片(如下圖所示)。
 06
06「很好!還有其他好處嗎?」林老師又提問。
「有!過去每一週換藥水之前,為了確保後續瓶頸工位(烤箱)供料無虞,必須多準備7籃已經完成化學處理的半成品,這些數量足夠瓶頸工位大約8小時用量,現在3籃的緩衝數量就綽綽有餘了。」藍課說。
「太棒了!非瓶頸的Coating製程不但備用產能提高了,連同"生產的流動性"也改善許多。」林老師讚許地說。
「是的!」藍課答。
三、驚覺二年來的心態改變
「回想一下,二年前你尚未接受TOC歷練的管理心態,當時身為課長的管理範疇包含幾種製程?」林老師突然提問往事。
「………..五種!」藍課看了原先的投影片(如下圖所示),稍微遲疑地回答。
 07
07「現在呢?」林老師又問。
「……..還是五種!」藍課二年來職位沒變,想了一下回答。
「是嗎?現在你如何管理現場呢?」林老師繼續問。
「緊盯"瓶頸",因為瓶頸決定工廠的營業額!」 藍課順口說。
「很好啊!所以現在的你管理幾種製程?」林老師再次提問。
「一種而已!就"瓶頸製程"而已!」藍課回答。
「不會吧?難道"非瓶頸"都不理它嗎?」林老師又反問。
「也要管,"非瓶頸"的作業方式必須"全力配合"瓶頸製程。」藍課快速地回答。
「對啊!所以你的管理方式有幾種?」林老師繼續反問。
「應該有二種!一種針對"瓶頸製程",另一種則針對"非瓶頸製程"。」藍課回答。
「那麼你還認為現在管理的製程有五種嗎?」林老師繼續問。
「不!就只有二種,"瓶頸製程"以及"非瓶頸製程"而已。」藍課肯定地回答。
「總算搞清楚了!由於"非瓶頸製程"通常是很多個製程所組成,我們姑且統稱它們為"非瓶頸資源"吧!至於瓶頸製程就改為"瓶頸資源",如何?」林老師補充說明後繼續問。
「同意!就稱為"瓶頸資源"以及"非瓶頸資源"。」藍課回答。
「未來有一天你擔任廠長了,這是一間規模特大、製程特多而且特複雜的工廠,同樣的問題:"請問你的管理範疇包含幾種製程?",你將如何回答呢?」林老師再次提問同一問題。
「二種!"瓶頸資源"以及"非瓶頸資源"。」藍課面露微笑地回答。
「正確答案!一旦管理的心態改變了,工廠管理就沒有想像那麼複雜,只要區分"瓶頸"以及"非瓶頸"二種資源,那麼管理就容易多了,不是嗎?」林老師說。
此時此刻,藍課終於知道自己工廠管理能力變強的原因,原來現在的自己心中早已沒有"製程別"之分,僅有"瓶頸、非瓶頸"之別,原來是心態的改變讓管理變容易了,不是自身管理能力真的變強!。藍課急忙苦笑回答:
「是!」。
四、現場文化的改變
「理解"瓶頸資源"以及"非瓶頸資源"之後,可以比較二年前與現在的現場情境有所差異之處嗎?」林老師又提問。
「二者大不相同!二年前我到處救火,那裡出問題我就往那裡去,現在我只需要緊盯一個地方-瓶頸!」藍課迅速回答。
「不是說"你"的情境,我指的是"現場"的情境,二年前的現場是瓶頸資源比較緊張呢?還是非瓶頸資源比較緊張?」林老師明確地表達問題。
「當然是瓶頸資源比較緊張!」藍課肯定地回答。
「是嗎?二年前,你的現場績效指標擺明"個別製程的產能必須發揮到極致"之下,"瓶頸"根本不擔心來料不足,反而"非瓶頸"會一直要求前製程或生管提供更多的生產數量,不是嗎?而且當"瓶頸"做不到應有產量時,還經常耍無賴,栽贓前製程,搞得一群非瓶頸的人超緊張的,不是嗎?」林老師補充說明。
「真的是如此!以前"瓶頸"根本毫無警覺性,出問題都由別人來檔,反而"非瓶頸"比較積極爭取更多的表現機會。」藍課點頭附議。
「現在呢?」林老師補充說明。
「"瓶頸"緊張了,不能停也不敢停,連吃飯休息都得用上了,反而"非瓶頸"輕鬆多了,因為只要滿足"瓶頸之前緩衝量"就達標了。」藍課回答。
「所以二年來TOC的活動薰陶之下,現場的情境改變了嗎?」林老師再次詢問同一問題。
「改變了!與其說"情境"改變了,倒不如說"文化改變"了來得更貼切。」藍課語帶嚴肅地回答。
五、不要以為自己都懂了
藍課結束與林老師的蒞廠研討之後,獨自一人喝著咖啡掩蓋不住內心的衝擊:
-我以為自己TOC都懂了,原來還差很遠!
-本以為自己工廠管理能力已經"大躍進"了,原來只是心態改變讓管理變容易了!
寫於桃園自家
09/17/2020
後記:
本文藉由實際案例來描述TOC文化的改變,以及TOC學習者的心態改變所帶來的管理能力提升。

沒有留言:
張貼留言