在名為"『目標』之友會"的場合,一群人圍繞著林老師並不斷地提出工廠導入TOC活動的疑難雜症。
一、最好不要"改變瓶頸的位置"
席間,姚課搶先打出一張投影片(如下附圖)並且提說:
 01
01「自從我們透過TOC活動提升瓶頸70%的產能之後(註一),過去二周我們在不增加瓶頸之前的緩衝量之下,預先採取"加班方式"來應對非瓶頸的備用產能不足問題。」
(註一)詳細過程,請重讀"看『目標』學工廠管理,不能沒道理!(第二十七篇)"
「可以的,所以目前尚未有任何提升非瓶頸備用產能的措施嗎?」林老師提問。
「有了,已經開始執行"縮短換線換模的時間",目前將部分"線內"作業移至"線外"去做,先組成了換線特別小組,各製程換線前半小時通知該小組,小組"線外"預先準備所需模具、工具及耗材零件前往。」姚顧說。
「很好啊!那麼還有其他執行上的問題嗎?」林老師提問。
「我有很大的疑問:"為何不繼續提升瓶頸的產能,直到打破瓶頸為止呢?"」姚顧說。
「好問題!這次的TOC活動對你們廠內的內部作業有任何影響嗎?」林老師問。
「還好,沒多大影響。」姚顧輕鬆回答。
「真的嗎?請問你重新制定的規則或是SOP有多少件呢?」林老師又提問。
「…….喔…....很多!規定瓶頸與非瓶頸人員的輪流用餐休息時間,維修以及換線換模技術人員的工作優先順序必須配合瓶頸製程,生管發放工單的時間也必須依據瓶頸的進度,取消現場班長組長對各別製程效率的評比,改變對現場作業人員的績效指標,讓各製程多能工比例與績效掛勾…….應該還有其它項目,整體而言,現在現場的氛圍大不同了。」姚顧一邊回憶一邊回答。
「幾個月下來,好不容易建立起來的文化,一旦出現"不一樣的瓶頸",會有什麼樣的後遺症嗎?」林老師繼續提問。
「之前所有的規則必須重新改寫,原本"瓶頸"必須轉換心態"全力配合"新的瓶頸,而新的瓶頸必須快速調整角色,總之所有人又得花費一段時間重新調適,直到習慣新的作業方式為止吧!」姚顧說。
「所以說,與其"改變瓶頸的位置",倒不如繼續保持第三步驟"全力配合"的氛圍,讓"非瓶頸"不斷地提升……..?」林老師刻意停頓片刻等待回應。
「………備用產能!」姚顧考慮片刻說。
「而且………..?」林老師又故意停頓等待回應。
「要愈高愈好!無論"瓶頸"如何提升產能,永遠都趕不上"非瓶頸"備用產能的提升速度!」姚顧興奮地回答。
「太好了!非瓶頸角色就是要持續不斷地"提升備用產能",清楚"提升備用產能"主要的目的只有一個………..?」林老師又停頓等待回應。
「保護瓶頸!也就是確保營業額!」姚顧立即回答。
「沒錯!以你們大型零件加工的工廠為例,非瓶頸"提升備用產能"最快速、最有效的一項改善措施……?」林老師停頓等待回應。
「就是"縮短換線換模"的時間。」姚顧很快速地回答。
「是的!另外,如果你們連每一件產品加工前後的"上下料"動作也是慢吞吞的話,那麼"上下料時間的縮短"也是重點了。」林老師又補充說明。
「了解。」姚顧答。
二、不同觀念之下,竟然存在相同的做法與目標
此時,另一位廖廠長語帶挑戰地提出問題說:
「"縮短換線換模"的時間本來就很重要,過去我們工廠引進TPS的時候也是如此!原來TOC也很重視啊!」
「的確如此!那麼你知道TPS為何特別強調"縮短換線換模時間"的重要性嗎?」林老師反問。
「知道,是為了消除浪費,降低成本!」廖廠長憑直覺地說。
「那麼消除浪費以及降低成本是為了什麼目的呢?」林老師繼續問下去。
「增加利潤,賺更多的錢。」廖廠長說。
「只為了增加利潤而已嗎?當年TPS宣示必須消除浪費以及降低成本,主要來自於汽車市場出現什麼樣的大轉變?」林老師繼續問。
「客戶的"多種少量"需求,當年Toyota為了因應"多種少量"的市場,不得不採取"縮短換線換模時間",只要做到"換模換線沒啥感覺"的境界,那麼任何"小量"訂單都可以應付無虞的!」廖廠長很流暢地回答。
「同意!猜測一下,通常"小量"訂單相較於其他"大量"訂單的價格,差異如何?」林老師又問。
「相對價格高很多喔!」廖廠長沒有疑惑地回答。
「看起來別人沒有能力拿到的"多種少量"市場訂單,Toyota全拿了,所以不只是增加利潤,賺更多的錢而已,更多額外高單價的訂單也帶來更高的………..?」林老師停頓片刻等待回應。
「營業額!」廖廠長大聲回答。
「沒錯!所以TPS特別強調"縮短換線換模時間"的重要性,除了增加利潤之外,其實所帶來的高營業額絕非我們所能估計的,同意嗎?」林老師補充說明。
「非常同意!」廖廠長回答。
「反觀TOC強調"縮短換線換模時間"的重要性,最終的目的又如何呢?」林老師繼續問。
「當然也是增加營業額,賺更多的錢。」廖廠長沒有遲疑地回答。
「怎麼說?」林老師反問。
「TOC專注在提高瓶頸的有效產出,也就是營業額的提升,而且僅僅利用現有的資源,讓非瓶頸全力配合瓶頸,沒有多花一毛錢所創造出來的"額外"營業額,只須扣除原物料的成本就是"多創造"的淨利。」廖廠長輕鬆地回答。
「非常好!看起來,盡管TOC與TPS對"瓶頸管理"的觀念大不同,關鍵的的做法與最終目標卻分毫不差。還有其他問題嗎?」林老師一邊讚許一邊打出以下投影片(如下附圖)準備做小結說。
 02
02「沒有了!」廖廠長答。
「是嗎?那麼"縮短換線換模時間"可以帶給你在現場管理最大的好處是什麼?」林老師又提問。
「增加產能!」廖廠長馬上回答。
「那是必然結果,我說的是"你實際在現場管理的時候,是否解決了你在管理上最大的困擾?"」林老師補充並換個方式重新問一次相同的問題。
「………以前面對現場主管必須提出"充分理由才能換模換線",假設我們已經"縮短換線換模時間"的話,那麼他們再也"沒有任何理由不換模換線"了!」廖廠長思考後回答。
「所以面對多變的市場需求,如今要求現場主管換幾次線(模)都無所謂了,對不對?」林老師繼續問。
「是的,以前一天換一次就覺得很糟糕了,現在一天換多次也沒關係了!」廖廠長回答。
「所以"縮短換線換模時間"真正帶來的好處是"可以換更多次的線(模)",同意嗎?」林老師一邊做小結一邊打出以下投影片(如下附圖)說。
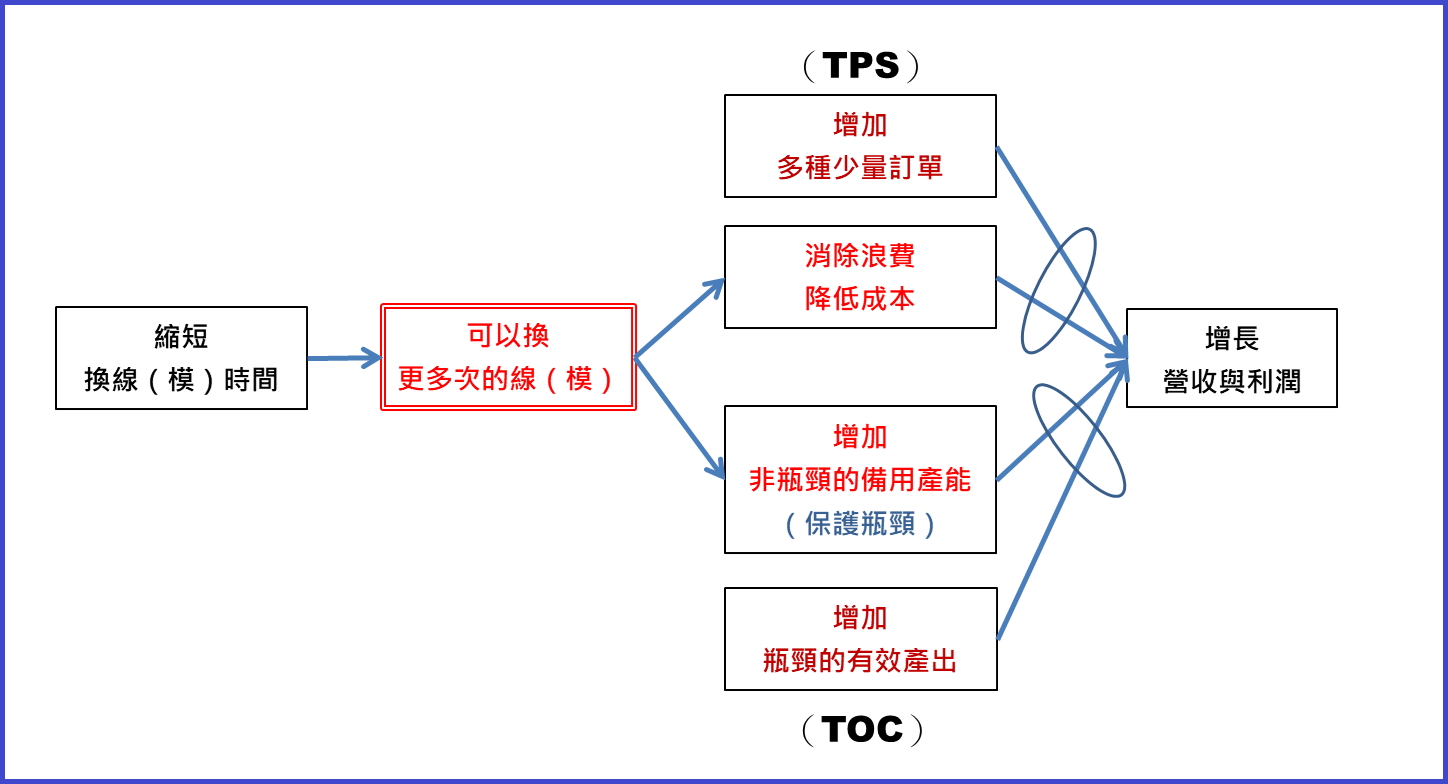 03
03「同意!」廖廠長回答。
三、何謂設備的多能工
眼見廖廠長沒有疑問之後,陳廠長舉手搶著提問說:
「一間以『人工作業』為主的工廠,另外有一間以『設備加工』為主的工廠,二者在導入TOC活動時,有任何差異嗎?」
「你準備如何比較二者之間的差異?」林老師反問。
「可以用這張放諸四海皆準的"工廠管理管什麼?"嗎?」陳廠長打出以下投影片(如下附圖)說。

「當然可以!你認為這一張的內容同時適用於『人工作業』或是『設備加工』為主的二間工廠嗎?」林老師提出問題。
「100%適用,因為都只是"概念性"的內容,並沒有"實際的做法"。」陳廠長面帶苦笑無奈地回答。
「那麼你真正的問題是什麼?」林老師繼續反問。
「……..我在前一間工廠實踐多年的TOC活動,現場都以人員加工或者人工裝配為主,走進工廠滿滿都是"人",設備並不多,前幾個月轉換職場到『設備加工』為主工廠,,當我一走進現場,面對滿滿都是"設備",反而手足無措了!」陳廠長繼續苦笑地說。
「所以你現在的問題是從TOC的角度來看,"管理設備"的關鍵到底是什麼,對嗎?」林老師反問。
「是的!我知道如何管理人,就不知道如何管設備了。」陳廠長回答。
「是嗎?你真的知道如何管"人"嗎?你如何定義"人"的績效指標?」林老師反問。
「首先,人員製造出來的品質一定要好!」陳廠長很順暢地回答。
「為了人的作業品質,你做了那些行動措施?」林老師問。
「重新審視現場作業技能的認證標準,導入"高頻率的後拉式補人系統",成立教育訓練小組以及認證系統,同時稽核小組塑造現場紀律的文化。」陳廠長回答。
「太專業了!所以對"操作設備的人員"而言,你應該沒有困難才對啊!」林老師繼續反問。
「是的,對"操作設備的人員"沒有困難,應用的概念一模一樣,只是將教育訓練與認證的內容改成設備相關而已。對"設備本身"我就不知所措了。」陳廠長回答。
「你困擾的是…….?」林老師提問。
「在前一間工廠我要求非瓶頸"人員的多能工"列為最高的績效指標,如今面對充斥著加工設備的工廠,我就不知道如何定義"設備的多能工"績效指標了?」陳廠長總算完整呈現在設備加工為主的工廠中,實務上如何實踐"設備的多能工"。
「有誰能夠提供實務上"設備的多能工"的做法?」林老師諮詢其他人的意見。
「其實多能工是"可動率"的代名詞,按TPS的定義,設備100%可動率的境界就是"任何時刻需要設備啟動生產,設備都不會有拋錨的情況發生"。」熟悉TPS的廖廠長舉手發言。
「實務上如何做到"任何時刻需要設備啟動時,設備都不會有拋錨的情況發生"呢?」林老師反問。
廖廠長思考了一會兒,說:
「我鐵定會引進TPM的改善活動了。」
「非常好!果真導入並執行TPM的話,設備應該不會"突然生病請病假",也不會"突然有事請事假",也不會"生產到一半故意搞破壞,製造一堆不良品"了。」林老師補充說明。
「設備本身健全了,可是……..…好像還是沒有解開"設備的多能工"的謎團?」此時陳廠長突然提出挑戰。
「何謂"設備的多能工"呢?」林老師提出大大的疑問。
「就是同樣的設備不但可以生產A類產品,而且可以生產B類產品。」廖廠長接手回答。
「如果該設備從A類換成B類所花費的時間非常長,那麼可以算是"設備的多能工"嗎?」林老師反問。
「還不行!就如同某個作業員具有A技能,當下指派他到另一個製程時,才開始三天的培訓時間,完成B技能認證之後才能夠上線一樣,當下不能算是多能工。」廖廠長繼續回答。。
「沒錯!所以"設備的多能工"必須考慮"時間"的因素。」林老師提示說。
「那麼"縮短換線換模時間"不就代表"設備的多能工"的績效指標了嗎?只要換線(模)時間變短了,"多能工"的味道就出來了。」陳廠長微笑地說。
「是的!還有疑問嗎?」林老師反問。
「有的!我目前工廠存在二種的生產型態,一種是把相同加工功能的設備分門別類的集中在一起,另一種還有多條以產品別的"裝配線",這二種生產型態的"縮短換線換模時間""是否有差異呢?」陳廠長繼續提出心中的疑問。
「這二種的生產型態最大的差異在那裡?」林老師又反問。
「前者除了考慮設備進行加工過程的準確性之外,加工速度愈快愈能保證後工程不會斷料。」陳廠長回答。
「後者的裝配線呢?」林老師繼續問。
「當然也要確保加工的準確性,不過加工速度必須配合其他工作站了。」陳廠長說。
「怎麼配合其他工作站?」林老師又反問。
「因為裝配線上的站與站之間幾乎沒距離,即使其中一站的設備加工速度超級快,後一站的生產速度慢,二站之間並沒有任何空間可以堆放多餘的在製品,所以速度快的設備只好暫時停止生產了。」陳廠長回答。
「前者的設備加工速度愈快愈好,後者裝配線上的設備加工速度太快也派不上用場,你覺得這二種設備最大的差異在那裡?」林老師繼續問。
「速度快的價格昂貴,速度慢的是便宜貨。」陳廠長笑著回答。
「速度快之所以昂貴,理由是........?」林老師問。
「因為機械構造非常地精密而且複雜。」陳廠長回答。
「如果你想在構造精密又複雜的設備進行"縮短換線換模時間",容易嗎?」林老師繼續問。
「相當困難!」陳廠長回答。
「為什麼?」林老師繼續詢問。
「因為需要高超的技術層次才有辦法!」陳廠長回答。
「的確如此!」林老師說。
「所以在TPS的一條U型產線可以同時生產多種產品機種,不是沒有道理的!」突然廖廠長插話說。
「什麼道理?」林老師反問廖廠長。
「Toyota多數自行開發"泛用型的專用機",構造簡單容易鬆開夾取治具,至於加工的準確度或精密度反而建構在外掛的夾治具之中。」廖廠長緊張地回答。
「TPS果然了不起!」林老師讚賞地說。
「看起來以"設備功能別"或是以"產品別"為導向的生產型態,二者針對"縮短換線換模時間"所要求的技術層次有極大的差別。」廖廠長緊張地回答。
「搞了半天,原來不是Toyota的"縮短換線換模時間"技術比別人高超,而是……..」林老師故意停頓提示說。
「而是使用設備所要求的"技術層次比別人低很多"。」廖廠長答。
「沒錯!你懂了!」林老師說完結束研討主題。
修訂第一章節於桃園自家
05/09/2020
後記:
本文一開始延續第27篇未完整交待的內容,解說實務上我們最好不要"改變瓶頸的位置"。
文中也陳述了TOC與TPS不同管理觀念之下,對於"縮短換線(模)時間"的具體作法及最終目標,竟然分毫不差。另外面對以高度自動化設備加工為主的工廠時,如何詮釋"設備的多能工"而且能夠具體實踐它。

沒有留言:
張貼留言