淺談「現場管理」-管得有道理
-生管經理、課長、專員篇-
一、現場大亂
彭課長愈來愈佩服楊經理的新管理技巧導入,自從應用聚焦前三大步驟後,瓶頸製程都能在嚴密掌控之下,順利完成訂單。在他的腦中隨時浮現聚焦前三大步驟:
一、找出瓶頸站。
二、充分利用瓶頸站的產能。
三、非瓶頸站需全力配合瓶頸站的所有決策。
而在日常管理當中,他也不斷教育組長及領班,瓶頸的重要,必須強調它的100%稼動率,其他非瓶頸站則配合瓶頸站的作業就可以了。
直到有一天,現場開始大亂,瓶頸站經常有斷料的現象,它的前製程往往來不及給瓶頸站東西生產,而且是愈來愈嚴重,瓶頸站也愈來愈沒有辦法24小時工作了,彭課長召集相關領班,並且邀請楊經理及林副總列席指導,特別詢問前端的非瓶頸製程的領班,到底出了什麼狀況,奇怪的事發生了,這群領班的回答竟然是:
「沒有狀況啊,我們有材料就馬上做啊!每次瓶頸站來通知時,我們還在做其他機種的工作,根本來不及反應,有時候只剩下一點點其他機種的工作,乾脆一起做完再改為瓶頸站所要的機種。」
彭課長聽完,差點兒吐血,馬上問領班:「非瓶頸製程做再多,營業額會增加嗎?」
「不會!」領班們知道慘了,要被K了。
「非瓶頸製程更換機種浪費時間及產能,只要不讓自已變成瓶頸製程,換幾次都沒關係,同意嗎?」
「同意!」領班們愈來愈感覺氣氛凝重。
「你們違反第三步驟,對不對?」
「對!」氣氛愈來愈恐怖。
「現在怎麼辦?」
「我覺得彭課長的指正,非常對,我們的確違反了第三步驟的原則,但是除了這個原因以外,似乎還有某些地方不對勁。」反應一向非常機靈的陳領班提出了質疑。
「你有什麼新發現?」彭課長引導她回答。
「照理說,我負責的製程有非常多的產能可以供應給下製程-瓶頸,可是我的製程總是有做不完的工作,生管排的工作幾乎讓我們喘不過氣來,我們也想讓瓶頸站24小時不停,但就是心有餘力不足。」陳領班無耐的回答
「等一下,你說生管排很多的工作給你做?可是你的產能高出這麼多,最後不是堆一大堆的東西在瓶頸的前面嗎?」彭課長繼續問。
「不對,是堆積一大堆瓶頸站當時不在生產的其他機種,我們這一製程只要有東西一來,就生產,本來以為做完一個機種,應該可以停下來了,可是沒有多久又有東西流到我的製程,感覺上好像有人見不得我們空閒下來一樣,等到瓶頸站來催料時,往往都停不下來,也趕不及給瓶頸站。」陳領班繼續敍述她的發現。
「喔?!難道這就是問題的所在嗎?到底是誰拼命把東西往非瓶頸站送呢?」彭課長用眼睛橫掃過在場的領班們,奇怪每個人都露出非常無辜的眼神,難道無解了嗎?
過了二分鐘,林副總站起來。
「問題點出在比製程第一站更前面的動作-投料方式,生管負責投料,一旦投料時機太晚,瓶頸站就容易缺料停線,而投料太早,製程間充滿大量的在製品,大夥兒就有得忙了,現在就是出現這種現象,不過也有可能是你們當領班的,看到自己製程沒事做的時候,就催生管趕緊下製令,因為閒著會被老板質疑人員安排的有效性。」林副總解釋給大家聽。
「沒錯,每當我製令用完後,都請生管趕快下新製令,而且我做完後都馬上將東西送到下一站。」負責第一站製程的射出黃組長不好意思地承認事實確實存在。
「我想今天就在這裡打住,先將會議內容做結論。」林副總心裡已經擬訂好下個目標,所以先結束會議。
「相信大家已經知道自己犯了第三步驟的原則,同時今天大家也發現投料,或者說下製令的時機必須要不早不晚,否則會造成對瓶頸的傷害。」
二、投料準則
林副總特地召集資材部邱經理、生管顏課長及所有生管專門開會。會議一開始,林副總就是一連串的問題:
「生管是依照那一個製程回覆給業務交期的?」
「瓶頸站。」生管非常熟悉林副總的引導方式,所以回答得很乾脆。
「那你們是如何投料或者如何下製令給生產線的?」
「看訂單多少,能一次下給生產線就一次下足夠。」劉專員回答。
「有時候,製造現場領班做完後,會主動通知我,我就會馬上再下新的製令。」趙專員補充說明。
「按照這樣的下製令方式,我想每一製程都會有工作可以做,對不對?」林副總繼續問。
「對啊,讓生產線有足夠的工作,是我們生管的任務,而且保持工作現場不停運作也是總經理一再交待的事情。」顏課長一直不忘總經理的訓示。
「這種情況下,對瓶頸製程有何影響?」
「瓶頸站前面會有比較多的在製品,不過對它來說更好,因為不會有停線危機。」劉專員回答。
「是真的嗎?非瓶頸製程被生管強迫接受許多製令,結果大部份的產能都被搶去製造生產瓶頸製程所不要的機種,使得瓶頸製程有一頓沒一頓地停停做做。」林副總試圖點醒生管心中的迷思,他又再繼續說明。
「更慘的是,瓶頸製程更困難做到24小時運作了,每一個非瓶頸製程似乎有忙不完的事情,那有閒人採輪休方式配合瓶頸站。」
「副總說的現象真的發生在我的機種,我一直想不通為何這個機種前製程產能高出瓶頸站這麼多,仍然會讓瓶頸站缺料,我現在終於明白了。只是我們要如何解決這種問題呢?」趙專員一旦明白問題所生,就非得找出解決之道,他的個性一向如此。
「這必須回到原點,生管依瓶頸製程排交期,那就依瓶頸製程下製令。」林副總簡單明瞭地說出答案。
三、局部改善不等於整體改善
會議中途休息10分鐘,大夥兒快速離開會議室,原因無它,趕快回去處理自已尚未完成的事情,有時是製造現場有狀況發生,生管必須第一個被通知到,好像生管是萬能的,無論什麼問題,透過生管處理就可以順利解決了。
休息時間,資材邱經理問林副總:「副總,你這套生產管理的思考模式是從那裡學習到的?我在學校完全沒讀過這樣的知識,與其說是知識,倒不如說,只是常識而已?」
「沒錯,這一套簡單的常識管理技巧,稱之為限制理論或制約理論,雖說簡單,卻無法廣泛被應用,因為一般高階經理人往往最難以接受以下的觀念:
『局部的改善,往往對整體的改善毫無幫助。』
『積小善,無法成大善。』
『各部門的改善,往往對整體組織毫無幫助。』
現今大部份的學校教授傳授的觀念,卻完全不是這回事;『每一個製程的任何改善,對財務上的單位成本皆有正面性的影響,每個製程的成本節省都會反應在產品單位的降低。』而這種觀念就是限制理論之大敵。』
四、投料的關鍵
休息10分鐘過後,大夥兒陸續進來,林副總利用時間在白板上畫了以下的圖形:
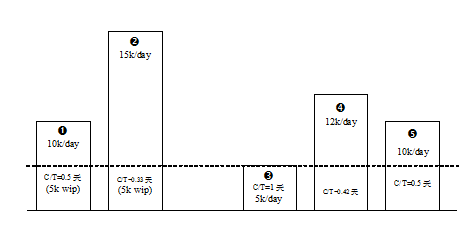
林副總提出問題:
「五個製程的機種,最多每天能產出多少量?」
「以瓶頸製程決定產出量,最多一天5k。」劉專員回答。
「如果客戶下單200k的訂單,而一張製令暫定為5k,請問第一次投多少張製令給第一個製程,才是合理的?」
「現在的作法,40張製令一起下,由第一站自己決定往下流的速度。」劉專員心虛地回答。
「這就是為何非瓶頸製程總是有許多製令可以生產,結果大部份的產能都被不急的機種佔據,使得瓶頸製程有時無料可做。」趙專員補充說明。
「我想應該在第一次投產時,投入3張製令,我是以3個製程乘以瓶頸製程的最大產能所得到的結果。」趙專員繼續說明。
「如果瓶頸之前的製程出狀況,結果會如何?」林副總提出另一問題。
「瓶頸製程會無法及時開始生產,第一天出貨馬上出問題。」趙專員回答。
「所以通常我們要提早投料,假設我們考量前二個製程狀況非常不穩定的話,提早下2天的製令,以防止斷料在瓶頸製程之前,所以4張製令是可以被接受的,如果毫無狀況發生,在第0.83天的時候,瓶頸製程之前開始會有料出現,最晚出現時間不應超出第2天,因為第2天瓶頸製程一定要開動,否則無法達成交期,而且數量最多不會超出2天的在製品量。」林副總給答案並在白板寫字補充說明。

「現在瓶頸製程的第一張製令列入管制了,它應該在第0.83天至2天出現,第二張應該在(0.83+1)天至(2+1)天之間出現,第三張應該在(0.83+1+1)天至(2+1+1)天之間出現,以此類推,以瓶頸製程的加工時間累加上去。大家有沒有問題?」林副總解說告一段落,等待進一步的問題。
「如果這方法可行,第二次以後開始投入製令的速度及數量,就依據瓶頸製程的表現結果來決定投入製令的時刻及數量,不要急也不要多,對不對?」趙專員提出他的見解。
「沒錯,就是如此!同時你們也要管制最後一站的產出,注意它是否吃掉了我們預先間排定的出貨緩衝時間。」林副總再次補充。
五、全新的畫面
「我想就今天的討論做最後的結論,生管的管制重點:」林副總將以下的結論邊口述邊寫在白板上。
一、投料時刻表及數量。
二、瓶頸站的到料緩衝時刻表。
三、出貨(最後一站)緩衝時刻表。
「過去生管的管制重點是出問題才去管,所以忙著解決已經成為問題的問題,為了節省時間也避免造成停線,拼死命投入大筆製令,以為這樣就應該解決生產的問題,而實際上卻危害了大局,淡季少數機種生產影響不大,旺季機種一多,每一個生管專員互搶資源的現象就增加了,通常年資老搶贏了,新人自己認了,年資一樣老甚至怒目相向…….」林副總語重心長地作結論,等待大家的反應。
一個月過去了,生產線不再有突發的狀況,因為生產所需要的資訊,投料、瓶頸站到料、出貨(最後一站)全部顯示在生管戰情室之中,任何『緩衝』被吃掉,皆能提早處理,已經不再有緊張的氣氛了。
故事並沒有結束,因為公司不斷的擴張,管理幹部數量愈來愈捉襟見肘,在沒有足夠『瓶頸管理』專家的支援之下,新廠的亂象是可以預見,將來所要投入整頓的精力更加倍於現在,惡性循環之下,又更顯得『瓶頸管理』專家加倍的不足,下一步如何做?林副總臉色凝重地進入長考………….

沒有留言:
張貼留言