一、問題都是別人造成的
學員們與林老師這次來到一間生產塑膠外殼的工廠,數十台的塑膠射出機、沖切機、二十多部印刷機、三條噴塗線(一條自動線、二條手動線)、十多條組裝線以及檢驗課,製造處協理從原物料倉、各製程、線邊倉以及成品倉一路介紹,他是其中一位學員的工廠最高主管,一個小時工廠參觀過程,協理點出目前的工廠主要的問題點,他說現在不是生產旺季,可是訂單達交率仍然表現不佳,與旺季比較好不了少,財務績效表現雖然營業額增加,利潤卻下滑,他分析主要原因是最近作業員的離職率太高,來不及補人,只好以加班來彌補產能的不足,而業務部為了訂單,不擇手段,小量訂單拼命接,害工廠常常需要上下模具,浪費時間,提高了成本,另外也會引進新客戶、新產品,導致開發工程人員似乎人手拮据,新產品導入時邊做邊改,浪費大量的時間、人力以及物料,追趕供應商的惡果是經常來料品質不良,我們的品管部門也沒做好把關的工作,有時設備無預警地停機,一停就是一天……
製造協理詳細述說工廠之所以無法達到應有的績效,全部都是別的單位所造成的,與他帶領的單位無關,真的是這樣嗎?所謂外行人看熱鬧,內行人看門道,你能指出工廠管理不好的根本原因嗎?
二、一般人的生產管理觀念
來到中小企業協會的訓練場地,主辦單位應林老師邀請只開放十二位名額給中小企業的負責人參加,分坐二組各六人。課程開始,林老師打出一張投影片,並請學員自行作答:

「現場有人沒事做是管理不好的表現!對不對?」林老師問。
「…對!…」來自各企業的負責人,大多數人不好意思回答。
「很好啊!每一個人都要回答!」林老師鼓勵學員要踴躍參與課程。
「當趕出貨的時候,所有製程與部門只要有空的人,都應發揮團隊精神,協助趕工出貨。對不對?」林老師繼續問。
「對!」大多數學員回答。
「任一製程的效率越高,整體效率也越高。對不對?」林老師問。
「對!」學員們一邊點頭,一邊比較大聲地回答。
「現場如果沒事,要盡量安排讓他們有事做。對不對?」
「對!」
「早一點接到客戶訂單,可以早點排入生產,就可以早點交貨。對不對?」
「對!」
「按件計酬方式可激勵員工士氣,提昇生產效率。對不對?」
「對!」雖然有一、二人沒回答,林老師故意視而不見,繼續問下去。
「績效考核與獎金的發放原則,表現好的人應該多拿一點 。對不對?」
「對!」
林老師詢問學員,到最後二、三個題目學員們憑直覺、毫不猶豫地的回答「對!」。
「大家都有已經有了共通的管理觀念,接下來我們要證明這些生產管理的觀念是否真的對工廠的經營有幫助?」林老師完成進入下一章節的開場白。
三、工廠管理不好的藉口
「當一間工廠不斷對客戶交期食言,業務人員在無法對客戶交待的情況之下,通常要求工廠的廠長必須負起延遲交貨的責任,而廠長每一次都會用什麼藉口來解釋?」林老師提出在產銷會議中經常爭執的主題。
「客戶經常有急單!」學員回答。
「客戶經常抽單!」另一學員補充回答。
「客戶來的訂單都是多樣少量,更換機種浪費許多時間!」學員把客戶的問題一一舉證。
「作業員的離職率太高,市場找不到人,找進來的人素質差,教也教不會,做出一大堆的不良品。」學員再答。
「開發新產品不成熟,邊上線邊改,浪費人力以及物料。」
「供應商經常來不及交貨,即使來料也經常品質不良。」
「設備太老舊,常當機,該買新設備了。」學員紛紛提出見解。
林老師等大家沒有其他意見之後,開始說:
「如果有一間工廠,完全沒有上述的問題點,你們客戶不再任意改變其心意,沒有急單發生,而且供應商可隨叫隨到,且準時交貨,來料品質也正常,員工不會任意離職或缺席,缺人的時候,隨時都可招募所需要的人進廠,而且員工進廠馬上接受第一項技能的訓練與認證,上線都不會做出不良品。」林老師稍事停頓等學員消化。
「同時,我們的製程是全世界最穩定的,機器設備永遠不會故障,更換機種根本不需要時間,所需的資料可隨時獲得,你能決定任何您認為需要的政策或措施,總而言之,它是全世界最完美的工廠!這樣的工廠好不好管?」林老師丟出一個簡單問題。
「………」學員深怕林老師的問題有陷阱,沒人回答。
「有什麼廠長管不好的藉口被我們漏掉了嗎?」林老師逼問學員們。
「廠長管不好的藉口全部不存在的工廠,交給你們任何一個人來管,好不好管?」林老師重覆問題。
「好管!」終於有學員勇敢地回答。
「而且客戶對我們的表現一定很滿意,臉上一定笑嘻嘻的,對不對?」林老師提出第二個簡單的問題。
「………」學員們又膽卻了,沒人回答。
「對!」總算有一位學員大聲回答,他很期待林老師後續的課程內容。
「如果真有一間如此完美的工廠,而且交給你們來管,一段時間之後,卻發現你們的經營績效非常差。請問:果真經營績效非常差的話,代表上述工廠管不好的藉口都不是『真因』,只是『現象』而已,對不對?」林老師提出關鍵性的第三個簡單的問題。
「對!」學員們猜不到林老師後續要展示的內容,卻也無法反駁這個邏輯。
四、完美的工廠在這裡
「今天真的要讓你們經營二間完美的工廠。」林老師各發給二組學員一套模擬的製令單,打出一張投影片說明製令單的內容。

「你們手上拿的是客戶訂單轉成的製令單,蓋工廠的時候,架設了四種製程,稱為A、B、C與D,當初基於產能平衡的規劃,每一製程各有一台機台,每天皆可完成一張製令的數量,工廠生產四種產品類別,各為產品#1、#2、#3與#4,產品#1的加工製程A-B-C-D,產品#2、#3、#4則都有不同的加工流程,你們要有四人各別扮演ABCD製程的課長。」林老師解說告一段落。
「另外有一人扮演生管人員,他負責發放製令單給各製程,最後一人扮演倉管人員,負責收集完成的製令單,並統計每張製令單所使用的時間。」林老師邊說明邊讓所有人的角色就定位,如下圖,左手邊放製令單的是生管的位置,其他人分佔A、B、C與D的位置:

「待會兒的生產模擬,大家會聽到二種指令,第一種是『第一天』、『第二天』、『第三天』…,第二種是『移轉』,當聽到『第幾天』時,請在你代表的製程的空格寫下我唸的天數,聽到『移轉』時,把手上寫好天數的製令單傳給下一製程。」林老師停頓一下。
「這個月業務部總共接到了二十八張的訂單,四種產品,每一種各有七張,轉成你們手上的二十八張製令單,請全部交給生管,生管請將所有製令單充分洗牌,洗完之後,由上自下,按順序在每一張製令單的左下角寫上一到二十八的編號。」林老師解說完畢後檢查其中一組的生管,如下:

「有誰知道生管在工廠的主要任務為何?」林老師提問。
「排程!」有學員立刻搶答。
「發製令單,安排工作!」另有學員答。
「沒錯!更具體的說明,生管主要的任務是在有限的資源之下,做最有效工作安排,讓工廠獲得最大的利益!」林老師簡潔地說明。
「有沒有可能生管一天發放五、六張的製令單?」林老師問學員。
「有!」學員們回答。
「是的,當任何製程有空閒的時候,生管就應該發放製令單讓他們有事做,這是生管的任務!為了不讓生管一次就全部發光光,我們規定生管一天最多只能發五張,最少發一張。」林老師交待生管角色的遊戲規則。
「第一天!」林老師喊出第一聲的指令。
「請生管準備好第一天要發放的工單數量,在每一張上面的『發放日』位置,寫上『1』。」林老師檢查其中一組生管拿出了五張,並都寫了1,如下圖:

「移轉!」林老師喊出第二聲的指令。
「生管把製令單移給第一個製程。」林老師繼續指導,剛好五張之中有四張的第一個製程都是A,一張是B,所以移轉之後情況變成下圖:。

「第二天!」林老師又下指令。
「生管先準備好製令單,一樣在發放日寫『2』,其他手上有製令單的人,只能挑一張,然後在你的製程格子寫上『2』。」林老師檢查生管挑了四張,寫了『2』,A製程的學員挑最右邊的一張,在製程A的空格寫上『2』;B製程的學員面前只有一張,他在製程B的空格寫上『2』,如下圖(以下第二圖是局部放大圖):


「移轉!」林老師下指令,得到的狀況如下圖,A製程累積有七張的製令單,C製程有二張,其他B、D製程的人沒有事可做:

「第三天!」林老師又下指令。
這次生管同樣挑了四張,寫了『3』,A製程的學員同樣挑了最右邊的一張,在製程A的空格寫上『3』;C製程的學員二張挑一張寫,他在製程C的空格寫上『3』,如下圖:

「移轉!」林老師下指令。
這次第三天移轉的結果,A製程越來越多,有九張,製程B有一張,C製程維持二張,製程D終於有一張了,如下圖:

第四天生管挑了四張,等生管與所有人移轉之後,A製程已經十二張了,B有三張,C有二張,D沒有了,情況如下圖所示:

五、品質不良的浪費
林老師讓學員停止討論,開始進入工廠管理的實務世界,林老師走到一組學員前,提出第一個問題:
「大家看這一組的D製程,沒有任何的製令單,表示D製程的人員沒有事情可以做,請問D製程的課長如何安排這些沒事的人呢?」
「找工作給他們做啊!」有學員回答。
「找什麼工作?」林老師問。
「派他們去做製程A的工作,去支援!」另有學員回答。
「很好,派D製程的人去支援A製程的工作,會造成什麼後遺症?」林老師繼續挑戰。
「品質不良!」隔一段時間終於有學員答覆。
「沒錯,大部份的工廠對『多能工認證』都沒做到位,因此人為的不良品就是這樣產生出來的。我再問一次,人為品質不良是如何造成的?」林老師要確定學員都了解關鍵的重點。
「支援!」學員回答。
「為什麼要去支援?」林老師繼續問學員。
「因為A製程很忙。」有學員搶答。
「你們剛剛不是因為這個理由去幫忙的,記得是D製程在什麼狀況之下才會去支援A製程?」林老師繼續問學員。
「沒事做的時候!」學員回答。
「是的,他們沒事做,然後你們………?」林老師引導學員回答。
「找事情給他們做!」學員恍然大悟。
「你們平常用『沒事找事做』的管理方式,才會做出一大堆的品質不良的浪費出來。」林老師做了結論。
「工廠每個月的月底都在做什麼事?」林老師再問。
「趕貨!」學員答。
「是的,月底的時候,所有的出貨都會卡在某一個製程,這個製程終究有它的極限,不得已之下,只好到處求救,最後求救無門之下,誰不得不站出來處理?」林老師邊敘述邊問。
「老闆!」學員齊聲回答。
「沒錯,最後老闆登高一呼,每一個幕僚部門都派一半的人到該製程去支援,其它的製程也調派人手過去支援,原本應該三天才能完成的工作量,這一次一天搞定,而且品管部的人員看到老闆都已經加入趕工行列,對品質的要求也就睜一隻眼閉一隻眼了。請問三個月之後,有什麼問題發生?」林老師解釋完一般工廠廠長在趕工時經常採取的措施。
「客訴!」有一位學員大聲回答。
「是的,三個月後一大堆的退貨、客訴,到底是誰做的不良品,不得而知,不過,我們可以確定是誰造成這樣的惡果?」林老師看著學員問。
「老闆!」有學員非常小聲地回答。
「沒錯,很難相信原來有許多的老闆或高階主管,月底趕貨時打著團結合作、同心協力的口號,做出一大堆的不良品吧!而平時卻是中、基層主管以『沒事找事做』的管理方式,也做出一大堆的不良品。」當林老師彙整人為品質不良的二大根源後,學員們開始反省自己治理工廠的樣子……不斷冒冷汗,原來自己正在做危害自己企業的事情,更慘的是自己竟然渾然不知。
休息時間,林老師離開教室後,留下十二位學員互相分享錯誤的經驗。
六、如何判斷工廠的瓶頸
休息過後,林老師再次走回到上一節同一組的位置,各製程的製令單不變,如下圖。林老師提出第一個問題:

「這一組的營業額目前決定在那一個製程,A、B、C或D?」
「D!」有學員回答。
「A!」有學員不同想法,其他人還在思考。
「我在具體把問題說一次,這一組工廠的營業額決定在1.第一站、 2.最後一站、3.最慢的那一站、4.最快的那一站,你們指的是那一個答案?」
「最後一站。」剛剛回答D的學員答覆。
「最慢的那一站。」剛剛沒有回答學員說話了。
「第一站。」又有學員不同的答案。
「如果工廠有四個製程A、B、C以及D,所有產品都必須經過A、B、C以及D依序加工才能包裝入庫,各別製程的每日產能分別是10、7、9以及13,請問這間工廠的產出決定在A、B、C還是D?」林老師舉例讓學員更容易思考。
「B!7個!」大部分的學員回答。。
「所以答案是?」林老師繼續問
「最慢的那一站!」有學員帶頭回答,其他人點頭同意了。
「目前那一製程最慢?」林老師問
「A!」學員回答。
「在工廠,最慢的那一製程,我們稱它為什麼製程?。」林老師問。
「瓶頸製程!」有不少學員回答。
「答對了!你們好棒!」林老師嘉獎學員的知識。
「你們真的認為工廠的營業額決定在最慢的那一站嗎?真的是這樣嗎?」林老師忽然用非常嚴肅的口吻問學員。
「…………」大部分學員雖然選擇沉默,卻都點頭表示同意。
「真的同意嗎?不要騙我喔!」林老師一再確認。
七、營業額在那裡,你就盯那裡
「如果你們真的相信營業額決定在最慢的那一製程,你們就應該做過我現在的動作。」林老師一邊說一邊走到A製程的學員面前,半蹲而且臉對臉瞪著他的眼睛,狠狠地說:
「八點整,剛開始上班的時間,你在做什麼? 」
「工作……」該學員膽怯地回答。
「有嗎?真的在工作嗎?」林老師提出質疑。
「準備上線或開早會。」其他人幫他解圍。
「沒錯!五分鐘就這樣白白不見了,五分鐘的營業額也不見了。你是怎麼管理工廠的,白白損失了五分鐘的營業額。其他製程即使開早會二十分鐘或更久都沒關係,因為營業額與他們沒關係。」林老師很激動得說完,然後眼睛慢慢掃過一個個充滿驚訝的臉龐。
「你一直到幾點的時候又停下來了?」林老師瞪著A製程的學員,繼續問他。
「十點。」還是其他人幫他回答。
「搞什麼!你竟然跑去休息喝咖啡,營業額又損失了十分鐘。」林老師假裝責罵他。
「其他的人,休息三十分鐘再回來也沒關係!你們其他人對營業額一點影響力也沒有!」林老師對著B、C與D製程的人說完,所有學員更震驚了。
「接下來,你一直到幾點的時候又停下來了?」林老師回頭又瞪著A製程的學員。
「十二點。」總算他回神而且很肯定地回答。
「哇塞!搞什麼東東!你竟然敢跑去吃飯,難道你不知道一小時的營業額又不見了嗎?」林老師越來越誇張了。
「其他人二小時後再回來也沒關係!」林老師說完,學員都笑了。
「下午三點,你又跑去喝下午茶對不對?!」林老師笑著問該學員。
「………」A製程的學員配合林老師點頭。
「十分鐘營業額又泡湯了!」林老師哭喪著臉說。
「其他人喝再久也沒關係!反正營業額與他們無關!」林老師笑著說完,學員則大笑。
「下午四點五十五分的時候,你又在做什麼事?」林老師認真詢問該學員。
「收拾桌面,準備回家!」學員真的很配合。
「又是五分鐘營業額不見了,其他製程可以提早半小時收攤,就你一秒鐘也不能提前下班!」林老師表情非常嚴肅地對著A製程的學員說。
林老師演完所有的橋段後,提問一個數學問題:
「剛剛一天算下來,A製程總共停了多少時間?」
學員七嘴八舌地計算,過二分鐘,林老師重新說明:
「開線五分、上午休息十分、中午吃飯一小時、下午休息十分、提早下班五分,總共停了一個半小時,佔正常工作時間多少的百分比?」
「18.75%!」有學員很認真算出來。
「是的!1.5小時除以正常八小時工作時間,有接近20%的營業額不見了。」林老師說。
「你們竟然對工廠20%的營業額視而不見了,而且還拼命喊人員不夠,天理還在嗎?」
「你們嘴上說工廠的營業額決定在最慢的那一站,卻說一套做一套,沒有盯著瓶頸站,結果白白浪費了20%的產能,所謂抓蛇七吋,『營業額在那裡,你就盯那裡』,簡單的道理,為何不做呢?」
林老師做完以上結論,學員好像還沒將它完全吸收,林老師不急著進入下一個主題,他靜待幾分鐘讓學員喘一口氣。
八、百分之二十營業額怎麼來?
林老師重新回到同一組的位置,並請學員重新注視小組的製令單,如下圖。
「目前瓶頸製程在那裡?」林老師重新問學員。
「A!」學員們回答。

「既然你們同意A決定營業額,A這麼寶貴的資源是不能被浪費掉的,所以不能停機,舉例中午吃飯如果A不能停機,怎麼辦?」林老師提出實務的問題。
「輪著去吃飯。」有學員搶答。
「那裡來的人?」林老師問。
「A製程內部的人。」有學員很有自信的回答。
「工廠資源的安排都是一個坑放一個蘿蔔,除非老闆有錢沒地方花,一個坑放二個蘿蔔,明明一個人可以操作的工作,平時就擺二個人,遇到吃飯時間,確實可輪流工作與吃飯,不會有問題,有老闆這麼傻嗎?還真的有,有些上市櫃公司的射出成型製程,平常就有二人操作機台,而進步的工廠早已用機器手夾臂取代了人力,一人負責多台。所以一般工廠不允許A製程有多的人可輪吃飯。」林老師做了說明。
「要輪吃飯,那裡來的人?」林老師再問一次同樣的問題。
「B、C與D製程的人!」有學員回答。
「沒錯!B、C、D製程不是瓶頸,他們十一點先去吃飯,十二點回來代替A的人員,然後A的人員去吃飯,一點回來正常上線。」林老師解說。
「B、C、D的人員頂替A的人,會發生什麼樣的後遺症?」林老師提出另一個實務會遇到的問題。
「不良品!」學員回答。
「是的!所以我們要如何解決?」林老師問。
「教育訓練!」學員回答。
「很好!B、C、D的人員除了自己的製程技能之外,還要學習A製程的技能,我們稱這種是什麼訓練?」林老師再問。
「多能工。」有學員答。
「多功能。」另有學員答。
「很好,稱『多能工』或『多功能』訓練都可以,我的課程中統一名稱『多能工』。所以要增加公司百分之二十的營業額的唯一方法是什麼?」林老師問。
「多能工的訓練!」學員回答。
「另外附帶的好處,可以降低不良品的浪費。」林老師補充說明。
這一節學員學習上沒有太多的障礙,林老師隨即帶入下一個主題。
九、推動『多能工』的關鍵
「多能工的訓練需不需要招募更多的人進來訓練?」林老師繼續問。
「不需要!」學員們搖頭回答。
「多能工的訓練需不需要多餘的人力與時間?」林老師又問。
「需要!」學員點頭回答。
「如果不招募更多的人,那麼多餘的人力與時間從那裡來?」林老師問。
「B、C、D非瓶頸製程的人有空閒的時間。」有學員答。
「你真的可以看到B、C、D製程有人閒著沒事做嗎?」林老師故意懷疑地問。
「可以啊!」學員很輕鬆地回答。
「當你到現場看到有人空閒沒事做的時候,你會找領班來問話嗎?問什麼?」林老師問。
「為什麼他沒有事情可以做?」學員回答。
「沒錯,當你拷問領班之後,領班會如何處理?」林老師問。
「罵那位沒事做的人!」有學員笑著回答。
「應該不會罵吧!領班會鄭重告誡他:『以後不要再害我被罵,看到主管來,請你找事做,沒事也要假裝有事做。』,同不同意我的推論嗎?」林老師帶過生產線,瞭解領班的作為。
「同意!」學員們無異議。
「從此以後,你可能看得到這個人沒事做嗎?」林老師再問。
「不可能!」學員回答。
「既然不可能看到有人沒事做,那裡來的多餘的人力或時間,沒有多餘的人力、時間就無法做訓練了。為何絕大多數的中小企業推不動多能工訓練制度,原因在此!」林老師說明。
「所以當你看到有人空閒沒事做,你要如何反應?」林老師問。
「找領班安排多能工訓練。」學員答。
「找領班等於找碴,請你以平淡的心情看待這件事,你應該感謝這位沒事做的員工,他讓你看到多餘的人力,以前自己眼睛瞎了看不到,現在他讓你重見光明了。」學員聽完林老師的另類說明後,紛紛笑出聲來。
「『沒事找事做』的管理觀念讓主事者看不到工廠有多餘的人力,就無法成功推動多能工訓練制度,如此白白浪費多餘的產能,損失多餘的版分之二十的營業額!」林老師帶入本章節的結論,而休息時間也到了……。
十、『效率』的迷失
林老師在所有學員就定位之後,開始下指令:
「第五天!」
「移轉!」
生管拿出四張,與所有人移轉之後,A製程有十二張,B一樣有三張,C有二張,D手上有二張了,情況如下圖所示:

「第六天!」林老師繼續下指令。
「移轉!」
到了第六天,生管只拿出二張,與所有人移轉之後,A製程維持十二張,B竟高達七張,C、D都只剩一張,這一天已經有一張製令單(下圖右上角)入庫了,情況如下圖所示:

「瓶頸在那一個製程?」林老師提出問題。
「A!」學員回答。
「為了要增加20%的營業額,中午吃飯時間A製程不能停,派誰去輪吃飯?」林老師問。「C!」學員回答。
「D!」另有學員回答。
「C或D的人員都可以輪,前提是這些人員必須通過A的技能認證,不過熟練度絕對差一些,假設標準產能每小時100件,而他只能產出80件,實際效率只有80%,因為工廠有發放1000元的效率獎金制度,效率低於100%,就不發獎金,這時候的20%效率損失算A製程的責任,或是C、D的責任?」林老師正丟出一顆違反傳統管理觀念的震撼彈。
「當然算A製程的責任!」有學員答。
「喔!月底發薪水的時候,A製程的人得不到效率獎金1000元,他會如何反應?」林老師問。
「恨死了。」有學員答。
「沒錯,他會說:『我讓營業額增加,卻被扣薪水1000元?』。」林老師故意皺著眉頭抱怨,然後又問:
「下次要再衝營業額時,A會如何反應?」老師等學員的回答。
「A不要別人來輪班。」有學員回答。
「沒錯,A的人員會假裝沒有衝營業額這回事,也不讓別人來輪班。保持自己100%的效率,守住自己的效率獎金1000元就好了。」林老師問。
「那麼20%的效率損失算C或D的責任,可不可以?」林老師繼續問。
「那肯定也不行。」有學員回答。
「是的,月底C或D的人員一定邊哭邊說:『我讓公司的營業額增加,卻要被降薪1000元,天理何在?』。」林老師假裝哭泣地說。
「效率損失到底算誰的?」林老師繼續問。
「算公司的。」有學員回答。
「算老闆的。」另一位學員回答。
「請問你們:工廠管理,效率重不重要?」林老師直接提出另外一個問題。
「重要啊!」一位學員回答,大部分學員都點頭。
「如果重要,你顧你的100%效率,我顧我的100%效率,大家顧好自己的100%效率,大家顧好自己的1000元效率獎金就好,至於工廠20%的營業額……不要管它,那是老闆的事!」林老師激動地說。
「工廠管理,效率重不重要?」林老師同樣問題再問一次。
「重要啊!」同一位學員再次回答,有些學員不點頭了。
「如果重要,你顧你的百分之百效率,我顧我的百分之百效率,大家顧好自己的1000元就好了,管他20%的營業額,那是老闆的事!」林老師更激動地說。
「工廠管理,效率重不重要?」林老師同樣問題問第三次。
「重要啊!」同一位學員依然不改其志,其他學員開始搖頭了。
「如果重要,你顧你的百分之百效率,我顧我的百分之百效率,大家顧好自己的1000元……」林老師故意越說越沒力,眼睛一直盯著那位學員,又問了一次:
「工廠管理,效率重不重要?」
「……不重要?..」這位學員有點懷疑,有點被林老師強迫性回答。
「沒錯!工廠管理,個人效率根本不重要,營業額才是最重要的!營業額決定在那一個製程?」林老師再問。
「瓶頸製程!A!」學員答。
「是的,只有決定營業額的地方:瓶頸的效率才是最重要!還在強調每一個人的效率的工廠,根本無視於營業額的重要性,工廠管理沒有想像那麼複雜,營業額在那裡,你就管那裡!」林老師做了結論,並開始說明ERP系統的導入管理錯覺。
「有一公司引進ERP系統,A、B、C、D製程的人員每天都要提報實際工時與產出,因為要監控每一個人的效率。舉例C製程來說,自己手上只有二張製令單,可是觀察前面瓶頸A以及速度慢的B,一大堆的東西卡在A、B下不來,如果C自己很快地做完手上的二張製令單,一定陷入沒事做的窘境,到時廠長看到C沒是做,一定會……?」林老師等學員反應。
「K人!」學員答。
「沒錯!所以C會做什麼小動作?」林老師問學員。
「…………」學員答不出來。
「本來C一天可以做一張製令單,現在幾天做完?」林老師提示學員。
「二天!」學員終於答出來了。
「是的,一天的工作分二天做完,把速度變慢!照道理C的效率應該只有50%,對不對?」林老師問。
「對!」學員答。
「可是月底ERP的管理報表卻顯示C的效率為100%,企業主心裡在嘀咕:『明明這個月的營業額比上個月少,人員用得一樣多,不應該每個人都領到效率獎金啊!』,你們知道為什麼嗎?」林老師提問工廠廠長心中永遠的痛。
「提報假的工時!」有一學員答。
「如何報假工時?」林老師問。
「產出數量以少報多!」有學員回答。
「作業人員或領班還不至於拿產出量做手腳,盤點數量馬上穿幫。還有其他方法嗎?」林老師做了實務上的解釋。
「實際生產工時以多報少!」學員回答。
「很好,其實在計算生產效率時,會有二種工時型態,一是正常的生產時間,另一種是除外工時,例如設備停機、待料、來料品質不良、設計變更、教育訓練、5S…等,實際生產工時以多報少之前提,是將除外工時以少報多,領班平時與設備部門交情不錯,今天如果有因維修停線15分鐘,領班與設備維修人先協議好,將維修時間由15分鐘寫成150分鐘,反正維修的績效指標沒有效率這項,與獎金無關。如果在每月績效檢討會議中維修時間被『盯』上了,下個月領班就改變其他名目,例如待料15分鐘,與物料部協調好,報除外工時50分鐘,所謂上有政策,下有對策,上頭如何衡量我,我就如何表現!了解了嗎?」林老師一口氣說明完畢。
「了解。」學員答。
「明明不應該每一個人的效率都是100%,卻看到系統的數據還是100%!這就是為什麼企業主以為引進ERP系統可以看清工廠的營運狀況,結果引進之後,卻更模糊了。」林老師補充說明。
突然,林老師眼光掃過這十二位企業主的學員,說:
「如果你還在用『效率』管理工廠的話,你應該要覺悟了!」
只見所有學員都露出毫無自信的眼神,林老師當然了解改變過程的艱難,要他們回去領導改變,空有權力,卻沒有像林老師這麼厚實的知識做後盾,短期內也沒轍!不過學員之中,已有人主動邀請林老師後續蒞廠指導,另闢改革捷徑。
十一、『管人』與『管物』那一項重要?
林老師繼續下指令,當第十一天移轉之後,剛好生管手上的二十八張的製令單全部投入生產線,A製程有十一張,B也有十一張,C有一張,D沒有,入庫五張製令單(下圖右上角),情況如下圖所示:

「生管第幾天把所有的製令單投完?」林老師問。
「第十一天!」學員答。
「現在入庫幾張製令單?」林老師問。
「五張!」學員答。
「豐田生產系統提到工廠有七大浪費,其中第二大浪費稱為『等待』的浪費。請看現在桌上的A、B、C與D的狀況,誰的等待浪費最多?」林老師進入工廠管理另一個關鍵的觀念。
「D!」有一學員答。
「B!」同時間B製程的學員回答。
「D!」另一學員答。
這時B製程的學員被其他人所同化了,改變答案:
「D!」
「為什麼是D?」林老師繼續問。
「D沒有事可以做,閒置在那裏!在等待!」B製程的學員回答,他很清楚自己答案由B改成D的理由。
林老師慢慢引導這群學員進入另一個管理的世界,他提問了疑似不相干的問題:
「客戶之所以選你當供應商,因為你的工廠可以滿足客戶的三大基本需求,那三大?」
「品質!」有一學員答。
「價格!」另一學員答。
「我是客戶端的採購,我不會為了省幾毛錢,用了品質不良的部品,上線一出問題,害自己工作不保,所以價格不是主要的考慮因素。品質是基本需求之一,還有呢?」林老師解釋一般人錯誤的觀念。
「交期!」另一學員答。
「交期要如何?」林老師繼續問。
「要準!」學員回答。
「很好,交期要準。你有個競爭對手,他答應客戶訂單的交期要十五天,而你們卻要三十天才可以交貨,請問客戶會選誰當他的供應商?」林老師繼續問。
「競爭對手!」學員回答。
「所以說交期除了要『準』,而且要……?」林老師繼續問。
「要『短』!」學員搶答。
「沒錯!客戶的三大基本需求,『品質好』、『交期準』而且『交期短』。」林老師問。
「『等待』的浪費與那一項有關係?」林老師再問。
「交期短!」有學員回答。
「交期的長短與『人』沒有事可以做,閒置在那裏有關呢?還是與『製令單』等在那裏有關?」林老師請學員再仔細看清楚桌上的B與D製程二種完全不同的情況,D的人沒事做,B有一大堆的東西排隊等加工,如下圖:
「製令單等在那裡有關!」B製程的學員回答。
「沒錯,製令單都在A、B排隊等待,數量越多等待愈久,為了讓製令單『不要等太久』,減少A、B、C與D製程間的所有製令單數量,自然可以『縮短交期』!」林老師總結。
「如果你還再認為減少『人的閒置』可以縮短交期,趕快覺悟吧!如何讓『物』減到最少,『物流』最順暢,管理『物流』才是縮短交期關鍵!」林老師補充說明完畢。
「老師,我讓C的人去幫A或B也可縮短等待的浪費啊!」學員提出實務問題。
「是的,說的沒錯!但是你的做法是讓等待浪費的情事發生,然後做補救的動作,這表示你根本掌握不住製令單的數量,掌握不住數量,『等待的浪費』就控制不住,交期也就控制不了,客戶稱之為『交期不準』。」
「老師,我們應該如何做呢?」學員再次提出實務問題。
『真正厲害的工廠根本不會讓不必要的等待浪費發生,譬如說,A製程現在有十二張製令單在排隊等待,我希望在A製程等待的時間保持一半就好,如何做?」林老師反問學員。
「其他製程會多能工的人去幫忙!」學員答。
「剛剛說了,你讓等待的浪費發生,事後補救。我要它根本都不會發生。」林老師強調。
「趕快外包!」又有學員回答。
「一樣,等待的浪費發生然後事後補救。」林老師再次強調。
一陣沉默之後,林老師將A製程的製令單拿走一半,六張。
「當A製程滿六張的時候,所有人都不准移轉給A,除非A的六張移轉出去一張,馬上再補一張進去給A,永遠保持A不超出六張,排隊等待的浪費就控制在六張以內了。」林老師邊說邊表演〝移出一張、補一張〞的動作。
「老師,這些多出來六張的製令單要扣在生管人員的手上,對不對?」有一位學員問。
「是的,生管負責控制,這一套讓交期變準的方法稱之為生管的『限制投單』方式。」林老師給予解答。
「接下來,如果A製程依然保持六張的製令單,可是我要讓等待的浪費只有現在的一半,怎麼做?」林老師問完,所有學員都露出不可思議的表情,似乎老師有問不完的問題,而且是愈來愈艱深的問題。
又是一陣沉默,學員真的被林老師考倒了。
「一張製令單代表多少數量?」林老師問。
「不一定,看公司產品種類、大小不一樣。」學員答。
「沒錯,假設工廠一張製令單批量是一百件部品,當它抵達A製程,A製程的作業者拿起第一件加工的時候,剩下未加工的九十九件在做什麼?」林老師問。
「排隊等待!」學員答。
「第一件完成後,放入成品箱,拿起第二件加工,剩下未加工的九十八件在做什麼?」林老師問。
「排隊等待!」學員答。
「剛剛做好的第一件在做什麼?」林老師問。
「排隊等待!」學員答。
「如果是這樣,每一個部品需要排隊等待多少次?」林老師問。
「九十九次!」學員答。
「我要讓排隊等待的浪費少一半,怎麼做?」林老師提示。
「一百減少成五十。」有學員懂了。
「我還要再減少一半的排隊等待浪費,怎麼做?」林老師繼續問。
「五十變成二十五。」學員真的懂了。
「如果連等都不要等,怎麼做?」林老師又問。
「做完一個就往下製程移走。」有學員回答。
「你真的很棒!豐田式以及精實的『流線化生產』方式就是以這樣的概念發展出來的,將批量降到最少,甚至只有一個流,等待的浪費才會降到最低,交期才會又短而且又準。」林老師補充。
「現在,你們認為讓『物不要等』,對交期有幫助呢?還是讓『人不要閒置』、『人不要等』對交期比較有幫助?」林老師用明確的敘述來問。
「……,讓『物不要等』,比較有幫助。」學員們內心在掙扎,所以回答不怎麼乾脆。
「可惜的是,多數廠長看不到『物(在製品)』的等待浪費,『物』的等待遠比『人』的等待閒置更重要,拼命要求『人不要停』、『沒事要找事做』、『人的效率越高越好』,結果只會徒增在製品的不斷堆積、排隊等待的時間跟著拉長,最終造成交期不準而且又臭又長!」
林老師補充完畢,學員們再受一次震撼教育,回顧自己的管理方式,無一不是違背課程所推導出來的管理原則,每一個人心中都在問自己……怎麼推動內部改變?
十二、生管的『限制投單』
林老師繼續下指令,一直到第二十一天移轉之後,B最多,有十一張,A只有一張,已經有十張製令單(下圖右上角)入庫,情況如下圖所示:

「實務上,生管投完二十八張之後,會不會繼續投新的製令單?」林老師問。
「會!」學員答。
「所以實務上,還會有第二十九、第三十、第三十一張……持續不斷投入製令單,我們現在只是利用二十八張來驗證生產管理的真實狀況而已。了解嗎?」林老師進一步說明。
「了解。」學員答。
「現在瓶頸在那裡?」林老師問。
「B!」學員答。
「是的,一開始設計的時候,二十八張的所有製程加工次數以B最多,瓶頸一直都是B,請問你們前面十幾天為什麼都認為是A製程是瓶頸呢?」林老師想進一步澄清實務的應用。
「因為生管拼命投很多的製令單下來。」有學員答。
「很好!這就是為什麼生管要限制投單的理由,連瓶頸都研判錯誤,這是很可怕的一件事,記得瓶頸代表營業額吧!如果你來擔任生管的工作,你會根據A、B、C或D製程的速度來排程?」林老師問。
「B!」學員答。
「為什麼?」林老師問。
「B是瓶頸,B最慢,A、C或D生產再快、再多對營業額沒有幫助!」有一學員答。
「正確,既然B決定營業額,B就不能停,尤其不能因為前製程來不及供料而停線,對不對?」林老師開始介紹實務的應用。
「對!」學員答。
「你如何讓B隨時都有料可以作業?」林老師問。
「在B的前面備庫存。」學員答。
「可以的,但是備太多庫存的話,又會在B之前排隊等待,讓交期又臭又長;備料太少又有停線的危險。因此,剛剛好就好。」林老師說完,學員都笑了。
「老師,B前面的庫存要如何決定呢?」學員答。
「憑經驗判定,以往瓶頸之前的所有製程的異常狀況多不多,異常多就備料多一些,異常少的話就備少一些。譬如說,我們一開始規定瓶頸B的前面最多不能超出五張製令單,每天巡視B製程之前的備料狀況,如果每次去看,大多只剩下一張,偶而二張,搞得生管非常緊張,隨時都在追料,這種情形表示我們訂五張訂得太多還是太少?」林老師問學員。
「太少。」學員答。
「沒錯,馬上改成七張或八張,改好經過一段時間之後,發現大多數時間是八張、七張,偶而六張,表示現場經過改善已趨於穩定了,這時你應該如何做?」林老師問。
「改回五張。」學員答。
「是的。如果每次去看,不是五張就是四張,偶而三張,生管天天坐在辦公室輕鬆悠閒,這種情形表示我們訂五張訂得太多還是太少?」林老師問學員。
「太多。」學員答。
「是的,馬上減為三張。按照這種邏輯,B之前的備料數量要不要很準確?」林老師問學員。
「不要。」學員答。
「沒錯,它是根據現場實際狀況作調整的,所以第一次訂備料數量時,不要在意它的準確性,後續只要懂得隨實際需要做調整即可。有沒有疑問?」林老師確定學員沒問題之後,做了以下的結論:
「簡單地將以上例子做總結,生管限制投單的排程方式包含二個重點:一、訂出限制的數量,二、按照瓶頸的速度限制投單。」
十三、『完美工廠』的表現不完美
林老師很快地從第二十二天唸到第四十四天,在移轉之後,只剩下C一張製令單尚未入庫,其他二十七張都入庫了(下圖右上角),情況如下圖所示:

「第四十五天。」林老師下指令,C寫完。
「移轉。」林老師下指令,C移轉,確定所有製令單皆已入庫。如下圖:

「倉管開始計算每一張製令單的成績。」林老師開始教育倉管如何計算,三步驟對照三張圖:
1. 拿一張製令單
2. 將最後一製程的天數26,填到完工日的格子
3. 將完工日的天數減去發放日的天數,等於製令單所用的總時間21天



當倉管計算完所有製令單之後,最長的一張製令單竟然花了四十二天才入庫,林老師請各組將二十八張的成績,彙整到二張統計表,第一張的橫軸代表製令單左下角的編號,縱軸代表製令單所費花的總時間,其中一組的結果如下:

第二張的橫軸代表製令單所費花的總時間,縱軸代表發生的頻率或次數,同樣一組的結果如下:

「如果我是你們的客戶,我準備下一筆新的訂單給你們,你們會承諾多少天可以交貨?」林老師丟出問題,並給這一組的學員幾分鐘討論。
「四十二天。」學員盯著第二張統計表,確認二十八張最晚的一張花了四十二天才入庫,他認為新的訂單再慢、再差,也不會比四十二天長。
「四十二天真的可以交貨嗎?」林老師一副不削的樣子。
「可以!」學員們非常自信地回答,四十二天對他們來說輕而易舉。
只見林老師在第一張統計表根據所有點,勾露出一條藍色的曲線圖,接著根據曲線圖的方向,畫出一條紅色的趨勢線。如下二張圖:


「看到紅色線了嗎?入庫天數越來愈長,交期表現越來越差,新的訂單四十二天不可能做得到,你們在吹牛!」林老師表現出一副嗤之以鼻的模樣。
「………」這一組學員們感到非常錯愕,下課休息十分鐘仍然群聚討論心中的疑問。
十四、交期太長、不準的原因
「完美工廠的表現不完美,交期又臭又長、而且不準,客戶非常不爽!你們知道原因在那裡嗎?」林老師提出問題。
「等待的浪費太多!」學員答。
「誰造成的?」林老師再問。
「生管的排程。」學員答。
「生管用什麼方式排程?」林老師再問。
「沒事就安排事情給他們做!」有一學員答。
「是誰讓生管用『沒事找事做』的方式排程?」林老師問。
「廠長、老闆!」學員回答。
「很好!在上位者『沒事找事做』的管理觀念,造成生管的排程方式錯誤!」林老師做了結論,後續將提出可以用的解決方法。
十五、生產管理觀念的改變
林老師重新打出課程開始的一張投影片,並重新問學員。
「現場有人沒事做是管理不好的表現!對不對?」林老師問。

「錯!」學員非常肯定地回答。
「當趕出貨的時候,所有製程與部門只要有空的人,都應發揮團隊精神,協助趕工出貨。對不對?」林老師繼續問。
「錯!」學員們大聲地回答。
「任一製程的效率越高,整體效率也越高。對不對?」林老師問。
「錯!」學員們越來越快、越來越大聲地回答。
「現場如果沒事,要盡量安排讓他們有事做。對不對?」
「錯!」
「早一點接到客戶訂單,可以早點排入生產,就可以早點交貨。對不對?」
「錯!」學員們越來越肯定。
「按件計酬方式可激勵員工士氣,提昇生產效率。對不對?」
「錯!」多數學員回答,但臉上有些疑惑的表情。林老師解釋:
「按件計酬方式強調個人效率,做越多錢領越多,問題是你做越多,不一定營業額也越多,只有瓶頸的效率對營業額有幫助。了解了嗎?」
「了解!」學員們疑惑的表情不見了。
「績效考核與獎金的發放原則,表現好的人應該多拿一點 。對不對?」
「錯!」疑惑的表情又出現了,林老師不得不進一步講解:
「工廠的整體績效、營業額決定在最慢的製程,也叫做瓶頸,對不對?」。
「對!」學員肯定地回答。
「那麼部門的整體績效決定在『最差』的那個人身上,還是『最好』的那個人身上?」。
「最差!」有學員回答。
「最好!」也有學員回答,不過很快又更改答案:
「最差!」
「如果部門績效決定在『最差』的人身上,拼命獎勵『最好』的人,對整體績效有用嗎?績效好的人領多一點,表現『差』的人領少一點,甚至沒有,差的人越來越差,部門績效當然也越來越差了!」。林老師解釋一般公司獎勵制度的矛盾之後,又繼續說:
「在管理上,通常有二套管理的哲學,一套是部門績效決定在『最差』的人身上,,另一套是決定在『最好』的人身上。林老師的管理哲學是屬於:決定在『最差』的人身上,也因為如此,獎勵的指標也不同於其他的一般工廠,例如效率就不能當指標。」
林老師確定學員們對生產管理的觀念完全清楚之後,準備進入第二輪的工廠模擬。
十六、解決交期太長、不準的『總量限制系統』
「大家都去過7-11便利商店,店面大還是小?」林老師提出問題。
「小!」學員答。
「裡面的展示櫃、架子擠不擠?」林老師再問。
「擠!」學員答。
「架子上的商品種類多不多?」林老師問。
「多!」學員答。
「每一種類的商品數量多還是少?」林老師問。
「少!」學員回答。
「沒錯!少到不行,一種商品頂多一排十個而已。你們猜一猜7-11每天補幾次貨?」林老師再問。
「二次!」學員答。
「不只,有四次。知道他們如何補貨嗎?白天班的員工上班如何補數量?」林老師再問。
「看到架子上的商品快要沒有了,就補滿。」學員回答。
「看到架子上的商品低於安全庫存,就補。」另一學員很有專業地回答。
「其實,使用安全庫存,另外的名詞叫最高-最低庫存的方法,已經不適用於現今的市場急遽變化狀況。7-11白天班上班的員工先補貨,補的商品種類與數量是:夜班下半夜所賣出去的種類,賣掉多少就補多少!過了中午,就補上午賣掉的商品種類與數量!」林老師等學員理解之後,繼續說:
「展示架上需要補貨的商品,是從店裡的倉庫領取,這個倉庫的空間大還是小?」
「小!」學員回答。
「沒錯!小到不行。猜一猜小倉庫多久補貨一次?」林老師再問。
「一天補一次!」學員回答。
「很好!小倉庫的東西從那裡來?」林老師問。
「物流中心!」學員回答。
「是的!所以每天清晨物流車穿梭在幾十家7-11下貨。那麼物流中心的東西從那裡來?」林老師再問。
「供應商來!」學員回答。
「供應商多久補貨一次到物流中心?」林老師再問。
「一天補一次!」學員回答。
「供應商多久生產一次,然後囤積到自己的倉庫?」林老師再問。
「一天生產一次!」學員回答。
「不是的,當自己的庫存被物流中心拉走到一定數量,例如一旦超出自訂的最小生產批量,拉走多少,這時才開始生產多少。所以旺季時,物流中心拉走很快,沒幾天就要開單生產,可是銷售淡季時,說不定一整個月都不必排單生產。」林老師說明。
「在7-11的架上有一商品,竟然連續三天都沒補貨,表示這個商品?」林老師繼續問。
「滯銷!」學員回答。
「店長如何處理?」林老師問。
「下架!」學員回答。
「是的!不過,這間7-11便利店滯銷,不代表別間的7-11便利店也同樣滯銷,下架的商品馬上隨車送回物流中心,隔天馬上送到另一間需要補貨的7-11便利商店。所以7-11報廢丟掉的商品少之又少!」林老師詳細說明。
「如果連續三天,每次補充架上商品的時候,發現商品一個都沒剩,表示這個商品如何?」林老師再問。
「暢銷!」學員回答。
「店長如何處理?」林老師問。
「多給它一排位置!」學員回答。
「多的位置從那裡來?」林老師問。
「剛剛下架的商品位置!」學員回答。
「沒錯!就是如此!」林老師說明。
「按照以上的說明,7-11賣的商品有沒有靠市場預估在生產製造?」林老師問。
「……」學員不是很清楚林老師的問題。
「以7-11整個通路來看,架上擺放的商品、小倉庫囤積的商品、物流中心的存貨以及供應商工廠的倉庫,補貨的原則是:接近客戶端的便利店架上商品『賣掉多少、就補多少』,完全按照實際銷售量來補貨,所以供應商也是靠實際銷售量來生產。」林老師解說。
「整個7-11通路的庫存有幾天?」林老師即將帶入關鍵的技巧。
「一天!」學員答。
「很接近,比一天多,架上擺放的商品不到半天、小倉庫囤積的商品一天多一些、物流中心應付全台數百家的店也是一天的存貨,供應商工廠的倉庫比一天多一些的量,整條供應鏈約有一~二天的庫存,而且大多的庫存放在供應商的倉庫中,客戶端最少。」林老師解說。
「7-11將整條供應鏈庫存的總量限制在二天以內,以二天的庫存創造如此高的營業額,如此高的庫存週轉率,這樣的公司好不好?」林老師邊說明邊問。
「好!」學員回答。
「同樣的『總量限制』可不可用在工廠的整條『物流』上?」林老師問學員。
「可以!」學員回答。
「如何用?」林老師再問學員。
「限制整個製程所的在製品數量!」學員回答。
「很有道裡!整個製程的『物流最不順』的地方在那裡?」林老師問學員。
「瓶頸!」學員回答。
「沒錯!瓶頸!瓶頸同時決定工廠的營業額,所以把『總量限制』放在『瓶頸』最直接、最有效!我們稱之為生管『限制投單』的排程方式。」林老師問學員。
「老師,如果我們工廠的產品種類太多,有時瓶頸是很難判斷的,這個時候我們如何做也可以符合『總量限制』的原則?」學員提出一個非常實務的問題。
「很好的問題,把所有製程的製令單做『總量限制』,同時把每一個製程的製令單做『總量限制』,這是最簡單、最有效的生管『限制投單』方式。請看這個實際的例子!」林老師說完,打出以下的投影片提供學員學習:

「左邊為製令單編號,上方為製程名稱,全廠所有製程的製令單不超過三十張,滿三十張生管就不在投製令單到生產線,入庫一張再投一張,而且每一個製程最多只能有五張製令單在生產,滿五張,就不再接收任何製程來的製令單,除非做完移走一張之後,再接受一張製令單。如果有急單,用紅色來代表。」林老師用力解釋這個簡單實用的例子。
林老師講解完『總量限制』放在『瓶頸』的『限制投單』實務應用方式,到此已經將工廠管理的關鍵技術介紹完畢,接下來在課堂中必須證明這一套的關鍵技術對工廠的交期確實有實質的幫助。
十七、『限制投單』應用在完美的工廠
林老師等學員做定位之後,說:「我們將要重新經營之前的工廠,只是我們將使用已經學到的方法:『總量限制』放在『瓶頸』的『限制投單』方式。請生管把二十八張製令單的順序,按照之前的編號不要更改,我們希望在同樣的訂單條件下,做改善前後的成果比較。」 林老師讓生管重排製令單之後,邊打出一張如下的投影片,邊說明遊戲規則:「這一次我們加了三條限制條件:第一條、生管一天最多投一張製令單,各製程移轉後,瓶頸-B製程已經有4張以上的製令單,當天生管人員就不要投單。第二、瓶頸B收到製令單的先後順序,是以誰傳給B的手腳快慢來決定,先到先做。第三、A、C、D也是誰先到就先做誰的,除非看到隔天的B快沒東西做了。大家千萬不要違反這三條,違反原則的結果,過去的經驗證明,工廠績效相對表現就很差。」

林老師注視其中一組的生管準備完成,如下圖:

「第一天!」林老師開始下指令了。「移轉!」林老師繼續下指令,現在情況如下:

「第二天!」林老師下指令。「移轉!」林老師繼續下指令,現在情況如下:

等第四天移轉完畢,情況如下的左圖,與前一次經營工廠的第四天如下的右圖,可做比較:


「這一次的工廠看起來比較忙?還是前一次比較忙?」林老師問。「前一次。」學員回答。「是的!前一次有許多的製令單,沒事到處可以找事做。」林老師解釋。 到了第六天,變成如下左圖,而上一次同樣第六的情況如下右圖:


到了第十一天,變成如下左圖,而上一次同樣第十一天的情況如下右圖:


「流通在製程間的製令單只有六張,大約只有前一次當時現場製令單數量的四分之一左右, 現場製令單少得可憐。工廠的瓶頸在那裡?」林老師問。「B!」學員回答。「現場大部份都很空閒,只有一個地方很忙,那一個地方?」林老師問。「B!」學員回答。「其他人沒事,容不容易找得到事來做?」林老師問。「不容易!」學員回答。「為什麼?」林老師問。「因為生管不能隨便發製令單,他被限制投單,現場沒有多少的製令單可以做。」學員回答。「那沒事的人做什麼?」林老師問。「多能工訓練與認證!」學員回答。「你們真的要說到做到,果真看到A、C、D製程的人沒事做的時候,你要忍氣吞聲,不能責怪他們或領班,了解嗎?」林老師再次叮嚀。「了解!」學員們雖然如此肯定回答,林老師確知道,沒有人在旁督促,不太可能持續做到的。 到了第二十一天,變成如下左圖,而上一次同樣第二十一的情況如下右圖:


「前一次,生管在第十一天的時候,把所有二十八張的製令單全部投入生產線,這一次,同樣在第十一天,生管手上雖然還有製令單,入庫的製令單數量不但沒有少,甚至更多。而流通的製令單一樣卡在B瓶頸,但這次的B製程只有三張在排隊等待,反而前一次的B製程有高達十四張在等待,二者差異超大。」林老師說明。 到了第三十八天,生管手上還握有最後一張製令單,而投入製程的絕大多數的製令單,也都陸續入庫準備出貨了。演變成如下圖的情況:

到了第三十九天,生管終於發完手上的製令單,如下圖:

這一組工廠在第四十五天時,完成所有製令單的入庫,如下圖:

接下來的時刻,統計完美工廠的績效表現到底如何?客戶會笑嘻嘻嗎?所有人拭目以待。
十八、交期績效出乎意料地好
林老師等學員統計好之後,走到其中一組工廠之前,問:
「如果我是你們的客戶,我準備下一筆新的訂單給你們,你們會承諾多少天可以交貨?」林老師給這一組的學員幾分鐘討論。
「十三天。」學員確認二十八張最晚的一張花了十三天才入庫,然後回答。
「十三天真的可以交貨嗎?」林老師還是一副不削的樣子。
「可以!」學員們自信地回答。
只見林老師在二張統計表畫出藍色曲線以及紅色趨勢線,可以明看出二次的成績差異。。比較前一次(圖上方)與這一次(圖下方)的成績,如下二張圖:
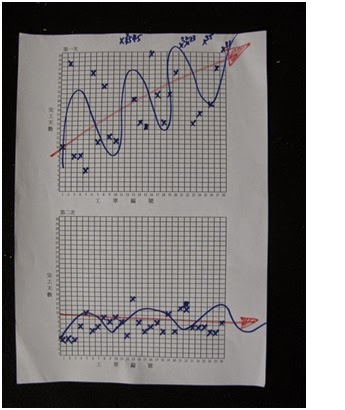

「根據第一張統計表的下圖,藍色曲線成穩定地波動,顯示這一次工廠的生產是穩定的,所以生產再怎麼差,都不會高於最差的入庫時間十三天,你們這一組沒有吹牛,你們使用『總量限制』放在『瓶頸』的『限制投單』方式-有效!」林老師講評這一組的好成績。
林老師紀錄完這一組前後二次的成績,以投影片展示如下:

「我們解讀這一組的成績,生管第二次的投單,竟然比第一次整整晚了二十八天,而且是在四十五天之內晚投了二十八天,意思是製程間的製令單,也就是在製品在四十五天之內少了二十八天的數量,在製庫存整整少了四十五分之二十八,約百分之六十二!」林老師停下來等學員消化吸收。
「在製品減少了百分之六十二的情況之下,結果生產週期時間竟然提早了二十九天,交期可提早將近一個月的時間,這樣的進步的確很驚人!」林老師看著學員是否有疑問。
「當我們在經營第二次的完美工廠時,我們是否有做任何的製程或品質的改善活動?有沒有投資任何的新的設備?引進新的資訊系統?」林老師問學員們。
「沒有!」學員們答。
「我們的交期績效可提早一個月,到底我們做了什麼改變?」林老師再次問學員。
「生管限制投單!」學員答。
「盯著瓶頸不要超過規定的數量!」學員答。
「盯著瓶頸,它快停線之前,趕快備料給它!」另有學員答。
「好棒!你們的工廠管理的技術已經通了,就把握這三點就夠了!未來有任何限制投單的細節、疑問,隨時來電或E-mail討論,必要時,林老師可以到貴廠實際指導。」林老師嘉勉學員們的努力。
「最後,我把工廠管理非常有名的座右銘,告訴大家。」林老師打出一張投影片。

「越晚投單,可以提早交貨!翻成白話文,越晚上高速公路,可以提早回到家!十多年前,高速公路局在一場公開的工廠管理研習會上,學習到了『限制投單』來控制『物流速度』的關鍵技術,他們將它應用在高速公路的管制上,他們在所有的交流道入口設置閘道管制,並在高速公路各路段上設置攝影機,隨時監控『車流速』,如果碰到假日車流尖峰時,先設定目標車流速,例如目標九十公里,當路段的車流速從九十公里快降到八十公里時,馬上將該路段的閘道入口的紅燈秒數提高,綠燈秒數降低,不要讓太多的車子開上高速公路,車子數量減少,流速自然加快,一旦由八十升到九十,再由九十公里快邁向一百公里了,怎麼辦?」林老師停下來讓學員發揮見解。
「紅燈秒數減少,綠燈秒數增加,可以讓多一點車子開上高速公路。」學員回答。
「沒錯!一旦接近目標九十公里,紅綠燈的秒數就可以調至一樣。」林老師結論。
十九、最後的巡禮
林老師重新站上講台,展示一張工廠的改善藍圖投影片,按照思考邏輯的順序依序揭開謎底:
「我將今天六小時的研習過程,幫大家做個總結,這是一張適用於所有產業、工廠的改善藍圖,從左下角二種等待的浪費開始!」

「也有相對應的二項改善對策:流線化生產與限制投單排程!」

「這二項改善的對策能夠讓現場在製品減少許多!」

「在製品少,又管制固定的數量,交期變短,而且交期也變準!」

「交期變短而且交期準,接單條件也跟著變好,可以接到更多的訂單!」

「更多的訂單需要非瓶頸支援瓶頸,才能提升瓶頸的產能!」

「問題是:非瓶頸支援瓶頸產生了一大堆人為的品質不良。」

「而推動多能工的訓練與認證可以消除品質的不良!」

「但是我們必須有多餘的人力才能推動多能工的訓練與認證,那裡來的多餘人力呢?」

「多餘的人力從在製品數量變少,現場人員空閒的時間就變多了,多餘人力也顯現了!」

「如果你還是用沒事找事做、強調個人效率的管理方式的話,從此空閒時間就不會再出現!因此必須引進一堂課程:」

「工廠管理共識課程,就是你們現在研習的內容。」
「上完課,學習到正確的管理觀念之後,就可以看到多餘的人力,才可以開始推動多能工訓練與認證制度!」

「推動多能工訓練與認證制度之後,人為品質不良減少,同時又引進源流品管的觀念來降低非人為的品質不良,當品質穩定……」

「在品質穩定之下,提升20%產能才能實實在在、真正的轉換成營業額。」

課程結束,有一些學員留下來向林老師說明他們現在所面臨的問題,其實上完這堂六小時課程,學員應該要認清楚未來的作法,自己必須專注於解決核心問題,核心問題就是所有問題的真因,而解決工廠問題真因的改善行動只有五項:圖上的五個綠色框框。
於桃園自家
08/06/2012
後記 :
本文是作者工廠補習班一系列管理短篇文章之第五篇,一位參加作者公開班課程的學員建議作者以工廠模擬的過程來述說,全程約有五個小時左右的課程內容,因此篇幅很長,讀者不必一次讀完,閒暇之餘耐心研讀一段即可,充分理解之後,再進行下一段內容的研讀。
本篇涵蓋第三、第四篇的內容,作者使用生管實際安排製程作業,也使用生產「製令單」,從製令單在工廠各製程分佈的狀況,讓讀者更容易明瞭工廠管理的一些迷失:「個人的效率」、「人的閒置」與「物的等待」、「表現越好,獎勵越高」……等等。
最後作者提出一套放諸四海皆準的改善藍圖,身為廠長若能『熟讀』此圖的邏輯,背誦起來最好,必能重新開啟自己工廠管理的新視野。

林老師您好~
回覆刪除請問,盯緊瓶頸站可以提高營業額20%的數字,是如何計算或推算出來的呢?
想用這個數字說服老闆,卻不知道該怎麼做解釋
還請老師解惑
感恩您
您好!先假設您已經研讀TOC"目標"一書之條件下,沒研讀過無法理解,只要實際按書上TOC聚焦五步驟之第二步"充分利用"的作法在您的工廠執行,可以輕易超過20%以上的。用數字的計算無法說服老闆,因為TOC觀念改變才是關鍵。不好意思,無法協助您解惑,我都是親自帶著工廠實踐出來的20%。
刪除網誌管理員已經移除這則留言。
回覆刪除